Choosing the right finish also has regulatory weight. Food processing equipment must meet hygiene standards including 3-A Sanitary Standards and NSF/ANSI requirements, and specific Ra (roughness average) thresholds determine whether your surfaces qualify. Rough surfaces also trap moisture and cleaning chemicals, accelerating corrosion and reducing equipment service life.
This guide breaks down the five most commonly specified stainless steel finishes for food processing equipment, explains what separates them technically, and gives you a practical framework for matching each finish to the right application zone.
TL;DR
- Surface finish directly affects cleanability, corrosion resistance, and regulatory compliance on food processing equipment
- Ra value (roughness average) is the key metric — lower Ra means smoother, more cleanable surfaces
- No. 4 finish meets the 3-A Sanitary Standards threshold of ≤32 microinches Ra for most food-contact surfaces
- Dairy and pharmaceutical applications require No. 4A or electropolished finishes, which achieve tighter Ra values than standard No. 4
- Surface preparation quality before finishing determines how well any finish performs — poor prep creates defects that polishing alone cannot correct
Why Surface Finish Matters in Food Processing Equipment
The relationship between surface roughness and cleanability is well-documented in food safety research. 3-A Sanitary Standards specify that product-contact surfaces must meet a surface finish equivalent to or smoother than 32 microinches (0.8 µm) Ra, free from pits, folds, and other surface irregularities. The EHEDG Hygienic Equipment Design Criteria similarly recommends Ra ≤0.8 µm for large product-contact surfaces, while noting that rougher surfaces may be acceptable if cleanability is validated.
The science is more nuanced than "smoother always equals safer." Research on Listeria monocytogenes adhesion found that Ra values in the 0.16–0.69 µm range did not significantly correlate with initial attachment or biofilm formation.
What does hold up consistently: corrosion resistance improves meaningfully on smoother and electropolished surfaces, and corrosion pits become harborage points that defeat sanitation.
Finish, Corrosion, and Equipment Life
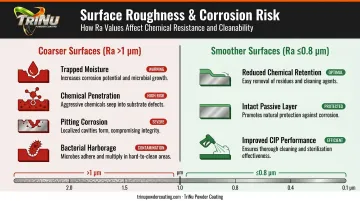
Rough or improperly finished surfaces accelerate corrosion through two mechanisms:
- Trapped moisture and food acids pool in surface valleys, attacking the passive chromium oxide layer
- Incompatible cleaning chemicals and chloride sanitizers penetrate more readily on coarser surfaces, initiating pitting corrosion
Food Protection Trends research confirms that coarse surfaces above Ra 1 µm showed more staining in cyclic salt-spray testing, and that pits and crevices reduce cleanability while providing sites where microorganisms can survive sanitation cycles.
Finish selection affects how long equipment holds up to repeated CIP cycles, aggressive sanitizers, and humid processing environments — making it a capital decision as much as a hygiene one.
Best Stainless Steel Finishes for Food Processing Equipment
These five finishes represent the most commonly specified options across food processing environments. Each has a distinct Ra range, application profile, and sanitary suitability — understanding the differences prevents over-specifying expensive finishes where they aren't needed and under-specifying them where they are.
No. 2B Finish (Mill Finish)
The 2B finish is the baseline cold-rolled, heat-treated, and pickled finish produced at the steel mill. It has a smooth, matte-gray, slightly reflective appearance and serves as the standard supply condition for 304, 304L, and 316 stainless steel.
| Attribute | Detail |
|---|---|
| Ra Value | ~0.1–0.5 µm (4–20 microinches) per BSSA |
| Typical Applications | Material handling equipment, conveyor structural components, non-contact processing surfaces |
| Sanitation Suitability | Suitable for wash-down environments; USDA dairy guidance notes 2B on plate >3 mm may need additional finishing to meet 32 microinch Ra |
2B is the starting point for further finishing, not usually the endpoint for direct food-contact surfaces. It is acceptable for indirect-contact and structural applications where surfaces won't be in prolonged contact with food products.
No. 4 Finish
No. 4 is the workhorse finish in food processing — a unidirectional brushed satin finish produced by polishing with 180–240 grit abrasive belts, resulting in fine parallel lines and a moderately reflective appearance.
It dominates food processing specifications because it hits the right balance: meets the 3-A Sanitary Standards Ra threshold, handles routine sanitation well, is easy for maintenance crews to clean and inspect, and costs less than higher-specification finishes.
| Attribute | Detail |
|---|---|
| Ra Value | ~29–40 microinches (up to ~0.64 µm per ASTM A480) |
| Typical Applications | Worktables, prep surfaces, sinks, tanks, conveyor parts, equipment exteriors |
| Sanitation Suitability | Widely accepted for food contact; 3-A SSI treats ≤32 microinch Ra as equivalent to No. 4 finish |
Note: A standard No. 4 finish that measures at the upper end of its Ra range (above 32 microinches) may technically fall outside the 3-A threshold — this is why surface verification after finishing matters.
No. 4A Finish
No. 4A is a refined version of No. 4, produced with the same grit process but achieving finer, more uniform polishing lines and a lower Ra value. It is the go-to finish when standard No. 4 may not consistently achieve the 3-A 32 microinch threshold.
| Attribute | Detail |
|---|---|
| Ra Value | ~18–31 microinches |
| Typical Applications | Dairy processing, pharmaceutical-adjacent food applications, direct contact surfaces with strict hygiene requirements |
| Sanitation Suitability | Meets 3-A Dairy Standards Ra requirements; preferred where No. 4 may measure above 32 microinches |
No. 4A is specified for dairy and cheese processing equipment, beverage filling lines, and any food processing application where tighter Ra control is a procurement or compliance requirement.
Bead Blast Finish
Bead blast is a non-directional finish achieved by applying fine glass beads at high pressure, producing a uniform, matte, low-reflective surface with no visible grain lines.
| Attribute | Detail |
|---|---|
| Ra Value | ~>45 microinches (Ra <1.2 µm per EHEDG) |
| Typical Applications | Structural components, equipment frames, material handling surfaces |
| Sanitation Suitability | Suitable for wash-down environments; typically not suitable for direct food contact where ≤32 microinch Ra is required |
The higher Ra means bead blast is better suited to structural components, equipment frames, and non-contact surfaces than to food-contact applications. Its use in direct-contact roles requires cleanability validation against applicable standards.
Electropolished Finish
Electropolishing is an electrochemical treatment — not a mechanical finish — that removes a micro-thin layer of surface metal through an electrolyte bath and electrical current. It eliminates the microscopic peaks and valleys left by mechanical polishing, producing the smoothest, most corrosion-resistant surface achievable on stainless steel.
| Attribute | Detail |
|---|---|
| Ra Value | Below 10–25 microinches depending on base condition; ASME BPE SF4 class specifies max 15 microinches |
| Typical Applications | Mixing tanks, fermentation vessels, filling nozzles, processing chambers, pharmaceutical-grade food equipment |
| Sanitation Suitability | Highest food safety suitability; recognized by ASME BPE and USDA dairy guidelines for critical hygiene applications |
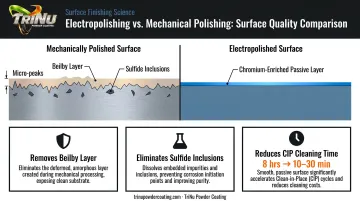
Electropolishing earns its place in critical specifications for three concrete reasons:
- Removes the disturbed Beilby layer created by mechanical polishing, producing a chromium-enriched passive surface with superior corrosion resistance
- Eliminates surface sulfide inclusions that can become corrosion initiation sites
- Cuts CIP cleaning time measurably — Food Engineering documented a case where oven parts requiring 8 hours of manual cleaning dropped to 10–30 minutes after electropolishing
USDA dairy guidelines allow electropolishing when the underlying surface already meets 32 microinch Ra. Electropolishing refines a good base surface; it doesn't substitute for proper preparation.
Surface Preparation: The Foundation for Any Food-Grade Finish
No matter which finish you specify, the underlying surface preparation determines whether it performs. Welding, grinding, and machining damage the passive chromium oxide layer and introduce surface contamination — skip prep, and the final finish will be inconsistent, the oxide layer won't reform correctly, and surfaces may fail to meet sanitary standards.
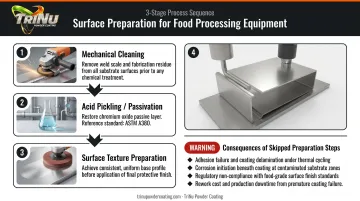
The Preparation Sequence
Proper surface preparation for food processing equipment components follows a structured sequence:
- Mechanical cleaning — remove weld scale, grinding marks, and fabrication residue
- Acid pickling or passivation — remove free iron and restore the chromium oxide passive layer (covered under ASTM A380/A380M)
- Surface texture preparation — achieve a consistent base texture before the final finishing step
For structural and non-contact components — frames, equipment housings, support structures — the path diverges from food-contact surfaces. These parts typically go through sandblasting to establish a uniform surface profile, followed by a protective industrial coating suited to food plant environments: wash-down resistance, chemical exposure tolerance, and high-humidity durability.
TriNu Powder Coating handles exactly this portion of the work for food processing equipment manufacturers in the Tampa Bay area. Their four-stage process covers:
- Inspection and material review
- Surface preparation setup
- Controlled abrasive blasting
- Final quality check before release
Frames, conveyor structures, cabinet housings, and equipment exteriors leave with uniform, profiled surfaces ready for coating. Their 10' × 10' × 30' production oven handles oversized food-line fabrications that most coating shops can't accommodate.
What Poor Prep Costs You
Shortcuts in surface preparation have compounding consequences:
- Incompatible abrasives or contaminated media introduce free iron to stainless surfaces
- Skipped pre-cleaning leaves fabrication oils that prevent the passive layer from reforming
- Undetected pits or crevices become bacterial harborage points that sanitation cannot reach
- Non-compliant surface conditions on product-contact welds can trigger compliance failures under 3-A and USDA dairy requirements
How to Choose the Right Finish for Your Equipment
Finish selection is simpler when you work through three decision criteria in sequence.
1. Equipment Zone and Contact Type
Start with whether the surface contacts food product directly:
- Direct food-contact surfaces (cutting tables, mixing tanks, filling nozzles): Ra must meet ≤32 microinch minimum; use No. 4A or electropolished for dairy, pharmaceutical-adjacent, or high-hygiene applications
- Structural and non-contact components (frames, housings, guards, conveyor structures): bead blast, 2B, or a properly prepared surface with industrial powder coating are all appropriate options
2. Product Type and Cleaning Protocol
The food product and sanitation chemistry should drive finish selection on contact surfaces:
- Acidic products (citrus, vinegar, dairy byproducts) or facilities running aggressive CIP chemicals at high temperatures: use an electropolished finish on 316 stainless — molybdenum content in 316 adds pitting resistance in chloride and acidic environments
- Neutral or mild environments with standard CIP: No. 4 on 304 stainless is typically sufficient
3. Ra Value as Your Decision Metric
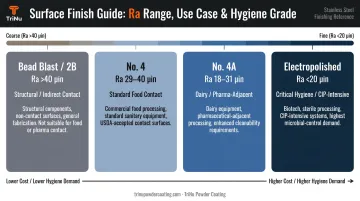
Use this orientation when evaluating or specifying finishes:
| Ra Range | Finish | Use Case |
|---|---|---|
| >40 microinches | Bead blast / 2B upper range | Structural, indirect contact |
| 29–40 microinches | No. 4 | Standard food contact |
| 18–31 microinches | No. 4A | Dairy, pharma-adjacent, high hygiene |
| <20 microinches | Electropolished | Critical hygiene, CIP-intensive applications |
Cost vs. Total Ownership
Once you've matched finish to zone, product, and Ra target, cost becomes the final filter. Electropolishing carries a higher upfront price, but cleaning time reduction, lower chemical consumption, and longer equipment service life shift the math over time. The case evidence (like the 8-hour to 10–30 minute cleaning reduction cited in Food Engineering) is facility-specific, not a universal benchmark. The direction is consistent, though: smoother surfaces clean faster, require less chemistry, and resist corrosion longer. Evaluate it as a total cost decision, not a line item on the finishing quote.
Conclusion
Stainless steel finish selection for food processing equipment is a technical specification with real consequences — for food safety, regulatory compliance, and long-term operating cost. Get the finish wrong, and you've built contamination risk directly into the equipment. Get it right, and surface hygiene becomes a non-issue for the life of the machine.
Build finish requirements into the design and specification stage — not as an afterthought after fabrication is complete. Food-contact and structural components each have distinct finishing requirements based on their operating environment — treat them accordingly.
For manufacturers and fabricators in the Tampa Bay area finishing food processing equipment components — frames, housings, conveyor structures, or OEM parts — TriNu Powder Coating handles surface preparation and industrial coating with 20+ years of hands-on experience. Every job goes through controlled prep, verified curing, and inspection before release. Reach them at (727) 316-6700 or service@trinupowdercoating.com.
Frequently Asked Questions
What is the best food-safe stainless steel finish?
No. 4 is the most widely accepted standard finish for food-contact stainless steel, meeting the 3-A Sanitary Standards Ra threshold of ≤32 microinches. No. 4A and electropolished finishes are preferred for higher-hygiene applications.
What is the best material for food handling equipment?
304 stainless steel is the most common choice for general food handling equipment. 316 stainless (with 2–3% molybdenum) is preferred where equipment contacts acidic foods or is exposed to aggressive cleaning chemicals and chloride sanitizers. Grade selection and surface finish work together — specifying 316 with a poor finish still creates contamination and corrosion risk.
What does Ra value mean for stainless steel finishes?
Ra (roughness average) measures surface texture by averaging the peaks and valleys across a surface, expressed in microinches or micrometers. Lower Ra values indicate smoother surfaces. For food processing equipment, the 3-A Sanitary Standards threshold is ≤32 microinches (0.8 µm) Ra for product-contact surfaces.
What is the difference between No. 4 and No. 4A stainless steel finish?
Both use similar abrasive grit belts, but No. 4A achieves a tighter, more uniform surface with Ra of approximately 18–31 microinches versus 29–40 microinches for standard No. 4. No. 4A meets 3-A Dairy Standards Ra requirements and is the specified choice when standard No. 4 risks falling outside the 32 microinch threshold.
Is electropolishing required for food-grade stainless steel?
Electropolishing is not universally required — No. 4 finish meets most general food-grade standards. It is strongly recommended or specified for dairy processing, beverage filling systems, pharmaceutical food production, and any surface requiring maximum cleanability, CIP performance, and corrosion resistance.
Why does surface preparation matter before applying a stainless steel finish?
Welding, grinding, and machining damage stainless steel's passive chromium oxide layer and introduce surface contamination. Without proper surface preparation, the final finish will be inconsistent, the passive layer won't reform correctly, and the surface may fail hygiene or corrosion resistance requirements under 3-A and USDA dairy standards.