Introduction
A failed bioprocessing qualification often traces back to surface finish. Whether process-contact surfaces can be reliably cleaned, whether biofilm takes hold, and whether a facility survives regulatory scrutiny all depend on how those surfaces were prepared and to what standard.
ASME BPE-2024 governs this through seven surface finish designations — SF0 through SF6 — each assigning both a maximum Ra value and a required preparation method to process-contact surfaces in bioprocessing equipment. Getting one right without the other means non-compliance.
This article covers what each SF designation requires, how Ra is measured and validated, how to select the right finish for your application, and where specifications commonly break down in practice.
TL;DR
- ASME BPE defines SF0–SF6 by maximum Ra value and required preparation method — not Ra alone
- SF1–SF3 use mechanical polishing; SF4–SF6 require electropolishing as the final step
- SF4 (max Ra 0.38 µm electropolished) is the most common pharmaceutical process-contact specification
- Ra compliance alone does not confirm BPE compliance — the specified preparation method must also be verified
- Post-installation inspection, passivation, and periodic re-inspection are all required steps, not optional ones
What ASME BPE Surface Finish Represents
Surface finish under ASME BPE-2024 is a governing design parameter. Part SF of the standard specifies the maximum Ra allowable and the required preparation method for metallic process-contact surfaces in bioprocessing equipment — WFI systems, clean steam lines, bioreactor vessels, and media handling.
Ra (Roughness Average) is the arithmetic mean of absolute profile deviations from a mean line, as defined under ISO 4287 and its successor ISO 21920-2:2021. It quantifies surface texture by averaging peak-and-valley deviations across a measurement traverse.
One point that gets missed: surface finish is a procurement and fabrication specification, not a post-build correction. It must appear on engineering drawings, material certifications, and purchase orders before fabrication begins. Attempting to correct a non-compliant finish after equipment is installed is expensive, technically impractical in most installed configurations, and creates documentation gaps that complicate IQ/OQ qualification.
That upfront requirement matters because surface roughness is not static — fabrication and service conditions alter Ra in ways that are difficult to reverse after the fact.
Factors That Degrade Surface Finish After Fabrication
Real-world conditions that compromise Ra:
- Welding creates heat-affected zones where chromium depletion occurs at the fusion line, raising local roughness and creating corrosion initiation sites
- Cutting, fit-up, and mechanical handling during assembly introduce tool marks and abrasion that push local Ra above specification
- Cleaning cycles and disinfectants degrade surface condition over time — periodic re-inspection is required, not optional
- Thermal cycling during CIP/SIP service degrades passive films, particularly on mechanically polished surfaces where the amorphous surface layer created by polishing is most vulnerable
Research on E316L austenitic stainless steel confirms that initial corrosion attack in weld metal preferentially initiates in the overlapped heat-affected zone and near the fusion line — exactly where local surface condition is most compromised.
The ASME BPE SF Designation System: SF0 Through SF6
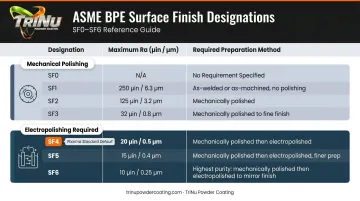
ASME BPE-2024 establishes seven designations under Table SF-2.4.1-1. The critical point is that each designation specifies both an Ra ceiling and a required preparation method — the two together define compliance.
| Designation | Max Ra (µin) | Max Ra (µm) | Required Preparation |
|---|---|---|---|
| SF0 | No requirement | No requirement | No finish requirement |
| SF1 | 20 | 0.51 | Mechanical polishing |
| SF2 | 25 | 0.64 | Mechanical polishing |
| SF3 | 30 | 0.76 | Mechanical polishing |
| SF4 | 15 | 0.38 | Electropolishing (final step) |
| SF5 | 20 | 0.51 | Electropolishing (final step) |
| SF6 | 25 | 0.64 | Electropolishing (final step) |
Values per secondary sources consistent with ASME BPE-2024 Part SF.
The table splits cleanly into two tiers. SF0 covers non-process-contact surfaces with no roughness requirement — it exists to formally acknowledge that some surfaces need no control at all. SF1 through SF3 address process-contact applications where mechanical polishing is sufficient; the Ra limits loosen progressively as process sensitivity decreases.
SF4, SF5, and SF6 cross into different territory. All three require electropolishing as the final step — not as an optional refinement, but as a mandatory process with a distinct mechanism.
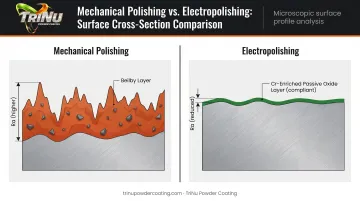
Why Electropolishing Is Different
Peer-reviewed electropolishing literature describes the mechanism clearly: electropolishing works through anodic dissolution of surface peaks via a viscous diffusion layer. Because that layer is thinner over surface peaks, local current density is higher there, causing preferential dissolution of the high points.
Two things happen as a result. Ra decreases, and the Beilby layer — the work-hardened, amorphous zone that mechanical polishing leaves behind, containing embedded abrasive particles and altered metal — is dissolved. No abrasive grit, however fine, removes it. Only anodic dissolution does.
The finished surface carries a higher chromium-to-iron ratio in the passive oxide layer and offers fewer topographic anchor points for microbial attachment. These are not cosmetic differences.
Why SF4 Dominates Pharmaceutical Process-Contact Specifications
SF4 delivers the lowest Ra in the BPE system and requires electropolishing. For WFI systems, bioreactor vessels, product transfer lines, and media handling, it is the default specification — the combination of lowest roughness and superior passive layer chemistry is what those applications require.
The widely cited hygienic design benchmark of Ra ≤ 0.8 µm reflects EHEDG guidance that surfaces above this threshold present increased microbial entrapment risk. SF4's maximum Ra of 0.38 µm provides meaningful margin below that threshold and supports CIP and SIP cycle performance over the equipment's service life.
How Surface Finish Is Specified, Measured, and Validated
Specification
Surface finish designations must appear on engineering drawings, material specifications, and purchase orders. Stating only an Ra value is an incomplete specification — both the Ra limit and the preparation method subgroup (mechanical vs. electropolished) must be identified. An SF4 specification and an SF1 specification can produce surfaces with similar Ra readings that behave entirely differently in pharmaceutical service.
Measurement
Ra is measured using a contact profilometer (stylus method): a diamond-tipped stylus moves across the surface, recording peak-and-valley deviations, and the instrument computes the arithmetic mean. BPE references ASME/ANSI B46.1, with readings taken at multiple cross-sections approximately 90 degrees apart.
Two measurement parameters significantly affect reported Ra:
- Cutoff length (λc): Set too low, it understates Ra; set too high, it captures waviness and inflates the reading
- Evaluation length: Typically five sampling lengths — shorter traverses can miss localized surface defects
Selecting inappropriate cutoff lengths is a common measurement error, particularly on electropolished surfaces where the texture profile differs from mechanically polished ones. Both parameters must be documented alongside the Ra result for readings to be reproducible and audit-ready.
Validation Criterion
The compliance rule is worst-case, not average: no single Ra reading across the measurement survey should exceed the SF designation's maximum. Averaging multiple readings and comparing to the Ra limit is incorrect. A single high reading at a weld, fitting, or heat-affected zone can represent the most contamination-relevant point on the surface — and that point must comply individually.
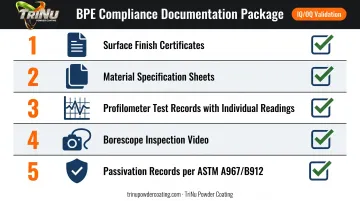
Documentation Requirements
A complete BPE documentation package for IQ/OQ validation typically includes:
- Surface finish certificates from the fabricator
- Material specification sheets confirming alloy and heat number
- Profilometer test records with individual readings (not averages)
- Borescope inspection video for internal weld surfaces
- Passivation records per ASTM A967 or ASTM B912
Interpreting field measurements: Portable profilometers used during installation introduce more variability than controlled shop measurements. Surface orientation, cleanliness, stylus positioning, and vibration all affect readings.
A field reading close to the Ra limit is not automatically a pass. Take additional measurements before accepting the surface — one borderline result at a weld or fitting warrants closer review, not a check in the box.
Consequences of Non-Compliant Surface Finish
Microbial Attachment and Biofilm Formation
Rough surfaces provide topographic anchor points for bacterial entrapment. FDA cleaning validation guidance requires that equipment be clean before use and that cleaning procedures be validated — a requirement that presupposes surfaces are capable of being cleaned effectively.
Once biofilm establishes, it is far more resistant to CIP and SIP cycles than free-floating contamination. A 2026 FDA warning letter cited a non-circulating water system with dead legs that could foster biofilm and inadequate cleaning validation as compliance failures. Both findings reflect what happens when surface and system design fall short of cleanability requirements.
Corrosion, Rouging, and Pitting
Rough surfaces, retained Beilby layers from mechanical-only polishing, and weld heat-affected zones all act as preferential initiation sites for rouging and pitting in high-purity water systems. Rouge formation is well-documented in WFI service and consistently worse on mechanically polished surfaces compared to electropolished 316L.
Once pitting initiates, the failure becomes self-reinforcing:
- Local Ra increases at the pit site, creating new entrapment geometry
- Accelerated corrosion deepens existing pits faster than passivation can recover
- Arrest requires derouging, chemical treatment, and full re-passivation
Regulatory and Validation Impact
These physical failure modes — biofilm accumulation, pitting, and corrosion — translate directly into regulatory exposure. Non-compliant surface finish can produce:
- Cleaning validation failures (inability to demonstrate consistent cleanability)
- Batch rejections linked to microbiological out-of-specification results
- FDA 483 observations citing equipment surfaces as non-compliant
The SF designation is part of the design qualification record. Surface finish verification is a required IQ element, not an optional post-commissioning check. Programs that treat it as the latter consistently encounter qualification failures that could have been avoided at the design stage.
Selecting the Right SF Designation
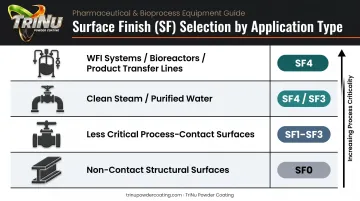
Match the SF designation to contact surface type and process criticality:
| Application | Typical SF Specification |
|---|---|
| WFI systems, bioreactors, product transfer lines | SF4 |
| Clean steam, purified water | SF4 or SF3 (with documented rationale) |
| Less critical process-contact surfaces | SF1–SF3 |
| Non-contact surfaces, structural supports | SF0 or no requirement |
SF4–SF6 finishing sequence: Electropolishing must be followed by chemical passivation per ASTM A967 or ASTM B912 to establish the required passive chromium oxide layer. The electropolishing step reduces Ra and removes the Beilby layer; passivation builds and stabilizes the chromium-enriched surface chemistry.
SF1–SF3 finishing requirements: Mechanical polishing without final buffing is acceptable but requires more frequent inspection intervals. The retained Beilby layer has lower corrosion resistance, making the surface more susceptible to degradation in aggressive service conditions.
Surface Preparation Beyond Process-Contact Surfaces
Pharmaceutical manufacturing equipment includes far more than product-contact stainless steel. Structural frames, equipment enclosures, skid bases, reactor exteriors, and support structures all require appropriate surface preparation before industrial protective coatings are applied.
Abrasive blasting removes mill scale, weld oxidation, and surface contamination — the critical first step that determines coating adhesion and long-term corrosion protection on these non-contact structural components.
For OEM equipment builders and fabricators in the Tampa Bay area, TriNu Powder Coating provides abrasive blasting and powder coating services for:
- Pharmaceutical equipment frames and skid bases
- Mixer and reactor exteriors
- Enclosure housings and structural supports
- Stainless support structures
TriNu selects finishes for resistance to pharma cleaning agents and CIP/SIP environments, with documented inspection on every job — supporting the traceability requirements typical of regulated manufacturing partners.
Common Misinterpretations of ASME BPE Surface Finish Requirements
Three misinterpretations come up repeatedly when manufacturers and fabricators first work through BPE surface finish requirements. Each one looks reasonable on the surface — and each one leads to non-compliant systems.
Ra Compliance Is Not Full Compliance
Two surfaces with identical Ra readings can behave entirely differently in pharmaceutical service if one is electropolished and the other mechanically polished. ASME BPE assigns each SF subgroup both an Ra maximum and a mandatory preparation method. A profilometer confirming Ra compliance confirms one criterion, not both.
Finer Abrasive Grits Don't Replace Electropolishing
Progressive abrasive polishing reduces Ra, but each step regenerates the Beilby layer rather than eliminating it. Embedded abrasive particles, work-hardened metal, and altered surface chemistry persist regardless of grit fineness. Electropolishing produces a fundamentally different surface condition — it is not a finer form of mechanical polishing.
Shop Measurements Don't Reflect Installed Conditions
Weld heat tint, tool marks from cutting and fit-up, and handling damage during assembly raise local Ra at points that may be far from where shop measurements were taken. BPE compliance requires post-installation inspection, targeted re-passivation, and weld cleaning before commissioning — not as optional follow-up steps, but as mandatory ones.
Conclusion
ASME BPE surface finish requirements exist because contamination control in pharmaceutical manufacturing depends on the physical and chemical condition of process-contact surfaces — not on how clean a surface looks or how carefully it's wiped down.
The Ra limit and the preparation method together define whether a surface is compliant. Specify both, verify both, and carry that documentation forward through every inspection, repair, and requalification event across the equipment lifecycle.
Engineering judgment in matching the right SF designation to the application, combined with rigorous post-installation inspection and a maintenance schedule built around actual service conditions, is what keeps a system in conformance over its full operating life — not a single measurement at commissioning.
Frequently Asked Questions
What are the industry standards for surface finish in pharmaceutical equipment?
ASME BPE-2024 is the primary standard, defining SF0–SF6 designations for pharmaceutical process-contact surfaces. Ra is measured per ISO 4287 (superseded by ISO 21920-2:2021) and ASME/ANSI B46.1. The Ra ≤ 0.8 µm threshold is widely cited as the hygienic design benchmark across pharmaceutical and food-grade applications.
What is the 16 rule for surface roughness?
"Ra 16" refers to a surface roughness of 16 µin (approximately 0.4 µm), a common engineering drawing callout for a relatively smooth machined finish. On the ASME BPE scale, 0.4 µm exceeds the SF4 maximum of 0.38 µm — making it slightly rougher than SF4 requires for electropolished process-contact surfaces.
What is Ra 0.8 surface finish?
Ra 0.8 µm (approximately 32 µin) is the hygienic design benchmark — the threshold above which microbial entrapment risk increases. On the ASME BPE scale, 0.8 µm is slightly above the SF3 maximum of 0.76 µm, meaning surfaces intended for pharmaceutical process contact should carry SF3 or better, with SF4 electropolished providing the most margin.
What is the difference between SF1 and SF4 in ASME BPE?
SF1 specifies a maximum Ra of 20 µin (0.51 µm) achieved through mechanical polishing. SF4 specifies a lower maximum Ra of 15 µin (0.38 µm) achieved through electropolishing. The distinction is not only numerical — electropolishing removes the Beilby layer and enriches the chromium-to-iron ratio in a way mechanical polishing cannot replicate.
Why does electropolishing matter for pharmaceutical surface finish compliance?
Electropolishing dissolves the work-hardened Beilby layer left by mechanical polishing, producing a chromium-enriched passive surface that resists biofilm formation, corrosion, and rouging. That difference in surface condition — not just Ra value — is why ASME BPE mandates electropolishing as the final step for SF4 through SF6.
How often should pharmaceutical equipment surface finish be re-inspected?
There is no fixed calendar interval — re-inspection frequency should be driven by service conditions, water chemistry, thermal cycling, and prior findings. A schedule combining periodic visual inspection, surface analysis, and targeted re-passivation based on actual service data sustains long-term BPE conformance.