This guide cuts through the confusion. You'll learn what surface treatment actually means, which coating methods work best for industrial metal parts, and the specific factors—material type, durability requirements, production volume, environmental conditions—that should drive your selection decision. Most importantly, you'll understand why proper surface preparation is non-negotiable and how choosing the right finishing partner matters as much as choosing the right method.
TLDR
- Surface treatment modifies or protects material surfaces to improve adhesion, corrosion resistance, durability, or appearance
- The right method depends on material compatibility, performance specs, production volume, and environmental regulations
- Proper surface preparation determines coating bond strength—skipping this step causes 60-80% of premature failures
- Powder coating achieves >95% material utilization vs. 25-60% for liquid spray—making it the cost-efficient choice for high-volume metal parts
- Choose a finisher who owns the full process—prep, application, cure, and inspection—so quality doesn't fall through the gaps
What Is Surface Treatment?
Surface treatment refers to any process that modifies or applies a protective or functional layer to a material's outermost surface—primarily metals—to improve properties or extend service life. In industrial manufacturing, this encompasses both mechanical operations (abrasive blasting, grinding) and chemical processes (conversion coatings, anodizing) that change surface properties, as well as coating applications (powder, paint, e-coat) that add protective films.
The distinction matters because many manufacturing teams confuse surface preparation with surface coating, treating them as interchangeable terms. They're not.
Surface preparation covers cleaning, degreasing, and profiling the substrate—removing contaminants like mill scale, rust, oils, and old coatings while creating a mechanical anchor pattern. Surface coating is the subsequent application of the finish itself. Both fall under the broader surface treatment category, but they serve fundamentally different roles in the process chain.
Understanding this separation is critical because inadequate preparation undermines even the highest-quality coating. A premium powder coat applied over contaminated metal will fail just as quickly as a cheap paint—the coating isn't the problem, the substrate is.
Benefits of Surface Treatment
Proper surface treatment delivers five core operational benefits that directly impact product reliability and production economics:
- Creates mechanical bonding sites through surface profiling so coatings adhere properly instead of delaminating under stress
- Removes corrosion-promoting contaminants and adds protective barriers against moisture, oxygen, and chemical attack
- Increases surface hardness and impact resistance, extending component lifespan in high-wear environments
- Delivers consistent color, gloss, and finish quality by eliminating surface defects before coating
- Eliminates oils, greases, oxides, and process residues that cause adhesion failures or application defects
Together, these benefits translate to fewer warranty claims, lower reject rates, reduced field failures, and longer intervals between recoating cycles.

Common Surface Treatment Methods for Industrial Metal Parts
Dozens of surface treatment methods exist across manufacturing, but the following represent the most widely used approaches for metal parts in fabrication, OEM production, and architectural applications. Each method offers distinct strengths, limitations, and best-fit scenarios based on substrate type, performance requirements, and production workflow.
Powder Coating
Powder coating is a dry finishing process where electrostatically charged polymer powder particles are sprayed onto a grounded metal part, then cured in an oven at 350–400°F. The heat melts the powder into a uniform, cross-linked film that bonds directly to the substrate, producing a hard, durable finish with consistent thickness throughout.
It's one of the most widely used methods for industrial and architectural metal components, valued for its corrosion resistance, impact strength, and broad color range.
Key advantages include:
- Near-zero VOC emissions — Contains no solvents, simplifying regulatory compliance and eliminating hazardous air pollutant concerns
- Superior material utilization — Overspray can be reclaimed and reused, achieving >95% transfer efficiency vs. 25-60% for liquid spray methods
- Strong impact and chip resistance — Typical direct impact ratings reach 100-160 in-lbs (ASTM D2794), far exceeding most liquid coatings
- Wide finish variety — Available in matte, satin, gloss, metallic, and textured profiles with thousands of color options
- Cost efficiency at volume — Lower material waste and faster cure cycles reduce per-part finishing costs in production environments
Large-scale production ovens—such as TriNu's 10'×10'×30' capacity system—enable efficient handling of oversized fabrications, architectural panels, and high-volume batch runs that smaller finishing shops cannot accommodate.
Typical film thickness: 1.8 to 5.0 mils (50 to 125 microns)
Corrosion performance: High-performance architectural powders achieve 3,000 to 4,000 hours salt spray resistance (ASTM B117)
Abrasive Blasting (Sandblasting)
Abrasive blasting is a surface preparation method, not a final coating. It uses high-velocity abrasive media (steel grit, aluminum oxide, garnet, or silica) propelled by compressed air or centrifugal wheels to remove rust, mill scale, old coatings, and surface contaminants. The process simultaneously cleans and profiles the substrate, creating a roughened anchor pattern that improves mechanical bonding for subsequent coatings.
This step is critical: coatings applied over smooth or contaminated metal are prone to severe adhesion failure and early delamination. Mill scale—the oxide layer formed during hot rolling of steel—appears firmly bonded but actually traps moisture and salts beneath, promoting corrosion that lifts coatings prematurely.
Proper blast profiling creates peaks and valleys that substantially increase bondable surface area, allowing coatings to grip mechanically rather than rely on surface adhesion alone.
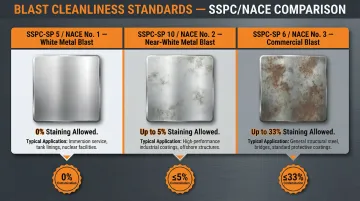
Industry cleanliness standards define acceptable surface conditions:
- SSPC-SP 5 / NACE No. 1 (White Metal) — Zero stains, streaks, or shadows; completely free of all visible contaminants
- SSPC-SP 10 / NACE No. 2 (Near-White Metal) — Allows up to 5% light staining per unit area; the most common spec for industrial coatings
- SSPC-SP 6 / NACE No. 3 (Commercial Blast) — Allows up to 33% light staining; acceptable for less demanding environments
Critical requirement: The anchor profile depth should be 25-30% of the total coating system thickness. Excessive profiles cause pinpoint rusting when coating cannot cover the peaks; insufficient profiles lead to delamination because the coating lacks mechanical grip.
Liquid/Wet Paint Coating
Where powder coating requires an oven cure and conductive substrate, liquid paint offers flexibility that covers a broader range of situations—including field application and non-metal materials.
Liquid paint application—delivered via spray guns, dip tanks, or electrostatic systems—is the traditional coating method offering broad material compatibility and easy field touch-up. Solvent-borne and waterborne formulations are both available, each with specific performance and compliance trade-offs.
Advantages include:
- Unlimited custom color matching capability
- Suitable for on-site application and field repair
- Compatible with nearly any substrate (metal, wood, plastic, composite)
- Lower initial equipment investment compared to powder systems
Trade-offs include:
- VOC emissions — Solvent-borne industrial coatings typically contain 250-420 g/L of volatile organic compounds, requiring emission controls and regulatory compliance measures
- Longer cure times — Air-dry or low-heat force-dry systems extend production cycles compared to rapid thermal cure of powder coatings
- Thinner film build per coat — Typical dry film thickness ranges 2.0-4.0 mils per coat; achieving comparable thickness to powder requires multiple passes
- Lower transfer efficiency — Material waste runs 40-75% for conventional spray methods, significantly increasing per-part finishing costs
Liquid coatings remain valuable for custom work, field applications, and materials incompatible with powder coating, but production efficiency and environmental compliance favor powder systems for high-volume metal fabrication.
E-Coating (Electrocoating)
For parts with complex geometries—deep recesses, blind holes, weld seams—spray-applied coatings often miss critical surfaces. E-coating solves this through a fundamentally different application mechanism.
E-coating is an immersion process where conductive metal parts are submerged in a water-based electrolyte bath (80-90% deionized water, 10-20% paint solids) and coated using electrical current. The DC charge causes oppositely charged paint particles to migrate to and deposit uniformly on the part surface, with thickness controlled by voltage and immersion time.
Key performance characteristics:
- Complete coverage on complex geometries — Electrical "throwpower" forces coating into recesses, blind holes, and weld seams where spray methods cannot reach
- Uniform film build — Computer-controlled deposition delivers consistent 0.5-1.5 mil thickness across the entire part surface
- Outstanding corrosion protection — Cathodic epoxy primers routinely achieve 1,000+ hours salt spray resistance, making e-coat the benchmark for automotive underbodies and heavy equipment
- High transfer efficiency — Achieves 95%+ material utilization with minimal waste
E-coat is commonly used as a primer layer before powder topcoats in automotive and equipment manufacturing, combining corrosion protection with aesthetic finish quality.
The process requires conductive substrates and is capital-intensive—most economical for high-volume production runs where consistent coverage on complex parts is non-negotiable.
Anodizing
Anodizing is an electrochemical conversion process that transforms the surface of aluminum into a hard, porous aluminum oxide layer. Unlike coatings that sit on top of the substrate, the anodic oxide is integral to the metal itself—it grows both into and out of the surface, providing corrosion resistance and wear protection that won't chip or peel.
Important limitation: Anodizing works only on aluminum alloys and select non-ferrous metals. It cannot be applied to steel or most fabrication materials.
Two primary types:
- Type II (Conventional Sulfuric Acid Anodizing) — Produces 0.0001"–0.001" thick coatings that offer good corrosion resistance (336+ hours salt spray) and can be easily dyed for color
- Type III (Hardcoat Anodizing) — Creates 0.001"–0.004" thick coatings with extreme hardness (60-70 HRC, equivalent to tool steel) for high-wear applications
Critical engineering consideration: Type III hardcoat grows both inward and outward by approximately 50% each direction, requiring dimensional offsets of ~0.001" per side in CAD models to maintain tolerances after anodizing.
For aluminum components in aerospace, marine, and architectural applications, anodizing is often the most practical path to long-term wear and corrosion performance—provided the substrate is aluminum and tolerances are set up to account for coating growth.

How to Choose the Right Surface Treatment Method
Selecting the right surface treatment is not purely a technical specification exercise—it has direct operational implications for scrap rates, rework costs, coating lifespan, and production scheduling reliability. The following factors connect performance requirements to measurable business outcomes.
Material Type and Substrate Compatibility
Not all coating methods adhere to all materials. Powder coating requires electrically conductive substrates (steel, aluminum, other metals) because the process relies on electrostatic attraction. Anodizing is limited to aluminum and certain light alloys. E-coating requires parts that can carry electrical charge and withstand immersion.
Choosing a method incompatible with your substrate is the most common root cause of premature coating failure—the coating simply cannot bond regardless of application quality or cure conditions.
Key performance indicator: Coating adhesion rating (ASTM D3359 cross-hatch test), reject rate at quality inspection
Durability and Performance Requirements
Performance specifications—salt spray hours, UV resistance, hardness rating, operating temperature range—directly determine which methods are viable. Powder coating typically provides stronger impact and abrasion resistance than liquid paint. E-coating excels at corrosion protection on complex geometries where complete coverage is critical. Anodized aluminum delivers wear resistance unmatched by organic coatings.
Match your method to the environment your parts will actually live in:
- Outdoor architectural components need UV-stable topcoats with 3,000+ hour salt spray ratings
- Indoor equipment frames may only require basic corrosion protection and an aesthetic finish
Key performance indicators: Warranty return rate, field failure reports, coating thickness consistency across production batches
Surface Preparation Requirements
The required level of pre-treatment varies by coating type and application environment. For outdoor or industrial-grade applications exposed to moisture, chemicals, or abrasion, blast-profile preparation is typically required before any topcoat application. Chemical conversion coatings (iron phosphate, zinc phosphate) provide additional corrosion resistance for critical components.
Skipping or under-specifying surface preparation is the leading cause of coating delamination—accounting for 60-80% of premature failures. The coating itself may be perfect, but without proper substrate cleanliness and profile, it has nothing to grip.

Key performance indicator: Coating adhesion test results (pull-off strength), average coating lifespan in field conditions
Production Volume and Throughput Needs
Once you've confirmed your substrate and performance requirements, production volume determines which methods are operationally feasible. Batch size, part dimensions, and required cycle times all affect your options. Powder coating with a large production oven supports high-volume runs with rapid cure cycles (typically 10-15 minutes at temperature). Custom or low-volume jobs may be better suited to liquid spray methods that don't require batch processing.
Large-format ovens (such as 10'×10'×30' systems) accommodate oversized fabrications and architectural panels that exceed standard finishing equipment capacity, eliminating the need to section parts or coordinate multiple finishing vendors.
Key performance indicators: Parts-per-day throughput, oven utilization rate, job queue lead times, on-time delivery percentage
Environmental and Regulatory Considerations
Solvent-based liquid coatings trigger EPA National Emission Standards for Hazardous Air Pollutants (NESHAP) regulations under 40 CFR 63, including Subpart MMMM (Miscellaneous Metal Parts), Subpart RRRR (Metal Furniture), and Subpart XXXXXX (Metal Fabrication Area Sources). Facilities must track VOC emissions, maintain control equipment, and demonstrate compliance through regular testing.
Powder coating produces near-zero VOCs and generates minimal hazardous waste, simplifying compliance and reducing disposal costs. Abrasive blasting with silica-containing media is governed separately—OSHA crystalline silica standards (29 CFR 1910.1053) require exposure monitoring, respiratory protection, and HEPA-filtered dust collection.
Key performance indicators: Compliance audit outcomes, waste disposal cost per job, OSHA recordable incidents
Cost and Long-Term Value
Upfront application cost should be weighed against lifecycle performance. A cheaper liquid coating requiring reapplication every 3-5 years may cost far more than a powder coat lasting 10-15+ years when you account for labor, downtime, and material costs across multiple recoat cycles.
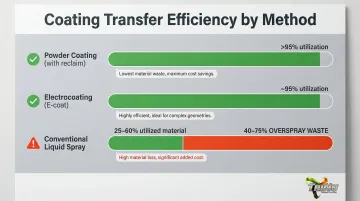
Transfer efficiency—the percentage of coating material that actually bonds to the part—is a direct cost driver. At production volume, the differences compound quickly:
- Powder coating (with reclaim): >95% material utilization
- Electrocoating: ~95% material utilization
- Conventional liquid spray: 25-60% utilization — 40-75% lost to overspray
Key performance indicators: Cost per finished part (material + labor + overhead), rework and touch-up frequency, total coating lifecycle cost (initial application + maintenance + recoating)
How TriNu Powder Coating Can Help
TriNu Powder Coating serves manufacturers, fabricators, OEM suppliers, and commercial contractors across the Tampa Bay area. The team brings 20+ years of hands-on industry experience and has completed over 20,000 projects for clients who need consistent results they can build production schedules around.
Every job moves through controlled stages: surface preparation (sandblasting when required), verified powder application, curing in a 10'×10'×30' large-format production oven, and final inspection before release. Clients aren't coordinating multiple vendors or managing handoffs between processes—one shop controls quality from substrate to finished part.
Key differentiators:
- Large-scale oven capacity (10'×10'×30') for oversized industrial parts and architectural components
- Sandblasting and powder coating under one roof, eliminating vendor coordination and scheduling gaps
- Pickup and delivery service throughout the Tampa Bay area with careful handling and reliable logistics
- Dependable turnaround times that support production planning and just-in-time manufacturing schedules
- High client retention built on consistent, repeatable quality across thousands of projects
If your operation has zero tolerance for rework or missed deadlines, reach out to discuss your project requirements directly.
Contact TriNu Powder Coating:
Phone: (727) 316-6700
Email: service@trinupowdercoating.com
Location: 7721 Rutillio Ct, Ste A, New Port Richey, FL 34653
Conclusion
The right surface treatment isn't the most advanced method or the most popular option—it's the one that matches your material, performance requirements, production volume, and operational workflow. Powder coating delivers superior durability and efficiency for high-volume metal parts. E-coating provides unmatched corrosion protection on complex geometries. Liquid coatings offer flexibility for field applications and custom work. Anodizing transforms aluminum into a wear-resistant surface.
Regardless of which method you choose, proper surface preparation is non-negotiable. Sixty to eighty percent of coating failures trace back to inadequate prep—not coating defects. Keep that in mind as you manage your finishing program:
- Review coating performance against actual field conditions periodically
- Maintain surface prep standards consistently across every production run
- Evaluate finishing partners on process reliability and quality systems, not just price
A shop that follows proven prep and application procedures—every job, without shortcuts—will consistently outperform one that cuts corners to win the bid. For manufacturers and fabricators in the Tampa Bay area, TriNu Powder Coating brings that process-driven approach to powder coating and abrasive blasting, with the capacity and reliability to support your production schedule.
Frequently Asked Questions
What is the surface coating process?
Surface coating is the application of a protective or decorative layer—such as powder coat, paint, or e-coat—onto a substrate. It typically follows surface preparation steps like cleaning, degreasing, or blasting to ensure the coating bonds properly and lasts.
What is the purpose of surface treatment?
Surface treatment improves adhesion, protects against corrosion and wear, enhances appearance, and extends the functional lifespan of components.
Is surface treatment a coating?
Surface treatment is a broader category that includes both preparation processes (cleaning, blasting, etching) that modify the substrate and coating processes (powder coat, paint, anodizing) that add a protective layer. All coatings are surface treatments, but not all surface treatments are coatings.
What are the common types of coatings?
The most widely used coating types in manufacturing are powder coating, liquid/wet paint, e-coating (electrocoating), anodizing, and electroplating.
How does surface preparation affect coating quality?
Surface prep removes contaminants, rust, and mill scale while creating a mechanical profile (anchor pattern) that allows the coating to bond properly. Poor preparation is the leading cause of premature coating failure—accounting for 60-80% of delamination issues—regardless of coating quality.
Is powder coating a good option for industrial metal parts?
Powder coating is one of the most durable and cost-efficient options for steel, aluminum, and other metal components in industrial, fabrication, and architectural applications. It delivers strong impact resistance, reliable corrosion protection, consistent finish quality, and less material waste than liquid paint.