The challenge is that not all protective coatings are equal. A high-build epoxy that performs well on a structural frame will fail quickly inside an acid-service vessel. Matching coating chemistry to the actual chemical, temperature, substrate, and service location is the difference between a coating that lasts a decade and one that fails in two years.
This guide covers how to make that match systematically.
TL;DR
- Match coatings to the specific chemicals, temperatures, and exposure conditions of each asset.
- Six factors drive selection: chemical exposure profile, operating temperature, substrate type, service location, surface prep requirements, and lifecycle cost
- Coating type follows service conditions — fluoropolymers for aggressive immersion, epoxies for moderate chemical environments, powder coating for exterior structural components
- Surface prep quality is as critical as coating selection — inadequate preparation is the top cause of premature failure
- Lifecycle cost (material + labor + downtime for recoating) should drive the decision, not unit material price
What Are Protective Coatings for Chemical Plant Equipment?
Protective coatings are engineered barrier systems applied to equipment surfaces to prevent degradation from chemical attack, corrosion, abrasion, temperature extremes, and moisture. Performance is the design requirement, not aesthetics. The coating chemistry must match the service environment precisely.
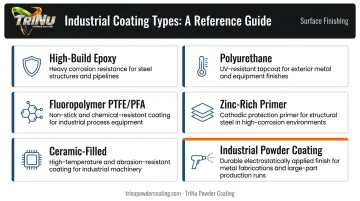
Common Coating Types Used in Chemical Plants
| Coating Type | Primary Use Case |
|---|---|
| High-build epoxies | Tanks, structural steel, and secondary containment requiring chemical and corrosion resistance |
| Polyurethanes | Exterior topcoats where abrasion resistance and UV durability are priorities |
| Fluoropolymers (PTFE, PFA) | Aggressive chemistries and high-temperature immersion requiring broad chemical inertness |
| Zinc-rich primers | Galvanic protection of steel in highly corrosive atmospheric environments |
| Ceramic-filled coatings | Pumps, pipework, and heat exchangers in high-flow erosion and abrasion service |
| Industrial powder coatings | Exterior structural components, equipment enclosures, and fabricated frames |
Why Chemical Plants Rely on Protective Coatings
Protective coatings deliver measurable operational and safety value:
- Extended equipment service life
- Reduced unplanned downtime from corrosion-related failures
- Lower repair and replacement costs on vessels, piping, and structures
- Regulatory compliance support (corrosion control is a process safety requirement)
- Improved worker safety by preventing substrate failures in hazardous service
Key Factors for Selecting Protective Coatings
Coating selection in a chemical plant is not one-size-fits-all. The right system comes from matching the asset's environment, substrate, and performance demands against the coating chemistry's verified capabilities.
Chemical and Corrosive Exposure Profile
Start here. Identify every chemical the coating will contact — acids, caustics, solvents, oxidizers — along with their concentration and how frequently the surface is exposed.
Chemical resistance varies by formulation, not just coating category. Epoxies are a clear example: novolac epoxy resins increase chemical and solvent resistance, and hardener selection changes performance further (aromatic amines for acid resistance, aliphatic amines for solvents).
Fluoropolymers work differently. Teflon PTFE and PFA provide chemical and thermal resistance across -200°C to 260°C, with PFA inert to virtually all chemicals except molten alkali metals, gaseous fluorine, and certain halogenated compounds at elevated temperature and pressure.
Practical guidance: Pull the manufacturer's chemical resistance tables for any candidate coating. For aggressive or multi-chemical immersion service, conduct ASTM D6943 immersion testing on candidate systems before specifying.
Operating Temperature Range
Temperature affects both the rate of chemical attack and the coating's physical performance. Coatings soften, blister, or delaminate when operated above their rated ceiling.
Approximate verified temperature limits by coating type:
- Standard epoxy — 120°C continuous (Amerlock 2); 121°C continuous (Macropoxy 646 rated to 250°F)
- Polyurethane topcoat — ~93°C continuous (Acrolon 218 HS rated to 200°F)
- Fluoropolymer PTFE/PFA — up to 260°C operational range
- High-temperature silicone/ceramic — 600°C to 649°C continuous (Jotun Solvalitt 600, Sherwin Heat-Flex Hi-Temp 1200)
Always verify against the specific product TDS, not category generalizations.
Substrate Material and Condition
Carbon steel, stainless steel, FRP, and concrete each bond differently with coating systems. The substrate determines which primers adhere effectively and what surface profile is required.
Equally important: the condition of the substrate before coating. Existing corrosion, surface contamination, or residual old coating must be evaluated before specifying anything new. Heavy corrosion or a poorly bonded existing coating changes the required system build : primer selection, intermediate coat, and topcoat all shift based on what you're starting from.
Service Location: Interior Immersion vs. Exterior Structural
This distinction causes more failures than any other specification error. A coating rated for exterior weathering may not be appropriate for constant chemical immersion and vice versa.
Interior (wetted surface) liners must resist continuous chemical immersion. These are governed by chemical-resistance testing, lining standards like API 652, and holiday testing. Products specified for splash or atmospheric exposure should never be used as tank liners.
Exterior structural components — equipment frames, enclosures, piping hangers, support structures — face different demands: UV exposure, weathering, physical handling, and periodic chemical splash or washdown rather than continuous immersion.
For exterior structural service, industrial powder coating is a reliable option. PPG's Envirocron 04 P polyester powder documents 3,000 hours of ASTM B117 salt-spray performance at 2.0–3.0 mils dry film thickness — appropriate for structural steel components, guard assemblies, equipment housings, and fabricated non-immersed parts.
Surface Preparation Requirements
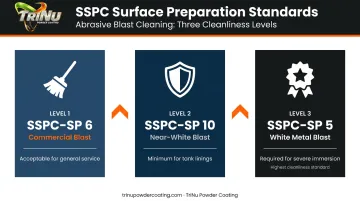
AMPP's surface preparation standards define three primary blast-cleaning levels:
- SSPC-SP 5 (White Metal) — surface uniformly free of all visible contaminants; required for severe immersion or lining service
- SSPC-SP 10 (Near-White) — staining limited to 5% of each unit area; API 652 recommends this as the minimum for tank bottom linings
- SSPC-SP 6 (Commercial Blast) — staining allowed up to 33%; acceptable only where service exposure permits
API 652 calls out 1.5 to 4 mils anchor profile as typical for lining applications. The coating manufacturer specifies the profile target — match prep to that requirement, not to whatever blast level is most convenient on site.
Different substrates also require different methods: abrasive blasting for steel, acid etching for concrete. The prep method chosen must be compatible with available shutdown duration and site conditions.
Lifecycle Cost vs. Initial Cost
Raw coating materials represent only 4% to 20% of total coating project cost according to FHWA/NACE cost analysis. Labor, surface preparation, containment, access, and downtime typically dominate.
A historical SSPC Technology Update No. 9 comparison makes this concrete:
| System | Material Cost | Service Life | Annual Cost |
|---|---|---|---|
| Alkyd (lower upfront) | ~$6.24/m² | 7 years | $1.12/m²/year |
| Inorganic zinc-rich | ~$12.38/m² | 15 years | $0.83/m²/year |
Higher upfront material cost, lower total cost over time.
The accessibility of the asset amplifies this calculation. A confined-space vessel entry for recoating costs far more in labor and downtime than recoating an exterior structural frame. The harder the access, the greater the return on a more durable first coating system.
Why Protective Coatings Fail on Chemical Plant Equipment
Three causes account for the majority of premature coating failures in chemical plants:
- Wrong coating for the service — coating chemistry not rated for the actual chemicals, concentrations, or temperatures present
- Inadequate surface preparation — insufficient blast cleanliness or anchor profile prevents proper adhesion; API 652 cites this as a primary cause of lining failure in immersion service
- Incorrect application conditions — applying outside the manufacturer's specified temperature, humidity, or dry film thickness range
These failures show up as blistering, delamination, undercutting corrosion at edges and welds, or mud cracking. JPCL/AMPP data puts **80% of coating failures at edges or weld seams**, where wet films recede during curing and leave thinner protection — making stripe coats and edge-specific application procedures essential.
The cost cascade is severe:
- A mid-cycle failure forces an unplanned shutdown
- The substrate is now damaged, expanding the repair scope
- A full reblast and recoat runs several times the cost of getting the spec right the first time
That cascade of costs is exactly what SSPC and NACE/AMPP standards are designed to prevent. Specifying cleanliness levels, anchor profiles, DFT hold points, and inspection requirements — not just coating brand — is what actually prevents application failures.
How TriNu Powder Coating Can Help
For chemical plant operators and fabricators supplying equipment to process facilities, exterior and structural coating on components, enclosures, and fabricated assemblies is where TriNu Powder Coating delivers dependable, inspected results.
TriNu is a Tampa Bay industrial finishing partner with 20+ years of experience serving manufacturers, fabricators, and OEMs. The team has coated tank skids, pump and motor mounts, cabinet enclosures, fluid-handling frames, support structures, and process equipment housings for chemical processing customers.
Finishes are selected for chemical resistance, splash and fume tolerance, and long-term durability in plant environments.
Key operational differentiators:
- Large-part capacity — a 10' × 10' × 30' production oven handles oversized process skids and structural fabrications that most coating shops can't accommodate
- In-house surface preparation — blasting and powder application handled by the same team, eliminating the contractor handoff where prep quality typically breaks down
- Pre-release inspection on every job — coverage, consistency, and finish quality verified before parts leave the facility
- Pick-up and delivery throughout the Tampa Bay area, including Hillsborough County, Pinellas County, and the broader industrial corridor

The in-house prep-to-coat workflow matters because surface preparation quality determines coating adhesion. Handling both under one roof, with the same team accountable for the result, closes the gap where many coating failures originate.
For structural frames, equipment enclosures, skid bases, and non-immersed chemical plant components, contact TriNu at (727) 316-6700 or service@trinupowdercoating.com to discuss your project requirements.
Conclusion
Selecting a protective coating for chemical plant equipment is a technical decision with direct consequences for operational reliability, safety, and maintenance cost. The right coating is the one engineered for the specific chemical, temperature, substrate, and service location of each asset.
Coating performance should also be reviewed periodically. Process chemistries change, operating conditions shift, and equipment ages. A coating system that was appropriate at original installation may need to be upgraded as plant conditions evolve. Building coating condition assessments into routine maintenance reviews — rather than waiting for visible failure — keeps deterioration from catching you off guard.
For chemical processing components that require proper surface preparation before any coating is applied, working with a finishing provider experienced in industrial prep and coating — like TriNu Powder Coating in the Tampa Bay area — can help ensure the coating system performs as intended from day one.
Frequently Asked Questions
What is the best coating for chemical resistance on industrial equipment?
There is no single best coating — the right choice depends on the specific chemicals, concentrations, and temperatures involved. Fluoropolymers (PTFE, PFA) lead for aggressive multi-chemical immersion service, while high-build epoxies suit moderate chemical environments on structural and secondary containment applications.
What is the difference between a liner and a coating for chemical plant equipment?
Liners are applied to interior, wetted surfaces — tank interiors, pump internals — and must resist continuous chemical immersion. Coatings are applied to exterior surfaces for corrosion protection and environmental resistance. The two serve different functions and require entirely different product selection criteria.
How does surface preparation affect coating performance in a chemical plant?
Surface prep determines adhesion quality. An under-prepared surface prevents the coating from bonding correctly, leading to early delamination or undercutting corrosion at edges and welds. SSPC/NACE surface standards define the minimum acceptable cleanliness and anchor profile required before coating application.
How long do protective coatings last on chemical plant equipment?
Service life varies widely — from 10 to 15 years for standard protective systems in moderate environments, to 25 years for newer epoxy polysiloxane combinations, per AMPP data. Actual life depends on coating type, surface prep quality, application conditions, and operating environment severity.
Can powder coating be used on chemical plant equipment?
Powder coating works well on exterior structural components, equipment enclosures, and fabricated frames in chemical plants, delivering consistent film thickness and solid corrosion resistance. It is not appropriate for interior immersion service in aggressive chemical environments — that requires immersion-rated liners.
What causes protective coatings to fail prematurely on industrial equipment?
The three most common causes:
- Selecting a coating not rated for the actual chemical or temperature exposure
- Inadequate surface preparation before application
- Applying the coating outside the manufacturer's specified conditions for temperature, humidity, or dry film thickness