Most CARC coating failures don't trace back to a bad batch of paint or a flawed topcoat formulation. They trace back to what happened — or didn't happen — before the coating ever touched the substrate. Residual contamination, insufficient surface profile, missed pretreatment steps, a scheduling gap that allowed flash rust to form. These are the failure points that drive rework, rejections, and parts that fail in service.
This guide walks through exactly what CARC surface preparation requires: the governing specifications, the process sequence, the inspection standards, and the mistakes that cost manufacturers time and money.
TL;DR
- CARC is a crosslinked polyurethane military coating governed by three specs: MIL-DTL-53039, MIL-DTL-64159, and MIL-DTL-53072
- Surface prep follows TT-C-490J requirements; cleanliness, profile, and pretreatment each have defined standards
- The system is multi-layer: pretreatment → epoxy primer → CARC topcoat. Each layer depends on the one below it
- Surface profile for CARC is recommended at 1.0 ± 0.5 mils per MIL-DTL-53072H
- Flash rust, skipped degreasing, and missed recoat windows are the most common causes of CARC system failure
What Is CARC and Why Surface Preparation Is Non-Negotiable
The Coating and Its Specifications
CARC — Chemical Agent Resistant Coating — is a highly crosslinked polyurethane-based military coating engineered to prevent chemical warfare agents from penetrating or absorbing into equipment surfaces. That resistance enables field decontamination without damaging the coating or the underlying substrate.
Three primary specifications govern CARC systems:
- MIL-DTL-53039F (active as of September 2022) — covers solvent-based polymeric CARC finish coats for military tactical equipment
- MIL-DTL-64159C (active as of March 2022) — covers water-dispersible CARC camouflage coatings
- MIL-DTL-53072H (active as of August 2024) — the master application and inspection specification covering how CARC systems are applied, inspected, and documented

Compliance with these specs isn't simply a matter of selecting the right paint. MIL-DTL-53072 requires metal surfaces on tactical vehicles to be treated to improve adhesion and corrosion resistance before primer and topcoat are applied — and that requirement applies at every phase of the process.
Why Chemistry Makes Prep Non-Negotiable
The crosslinked polyurethane chemistry that makes CARC so effective at resisting chemical agents is exactly what makes surface preparation so unforgiving. That dense polymer network needs a contamination-free, properly profiled substrate to form the mechanical and chemical bond required for long-term performance.
Three substrate conditions consistently cause adhesion failure:
- Residual oil — prevents the primer from wetting the surface properly
- Oxide layers — create a weak boundary layer that delaminates under stress
- Microscopic contamination — disrupts coating film formation even after blasting
CARC is also a multi-layer system: chemical pretreatment, epoxy primer, then polyurethane topcoat. A prep failure at the substrate level doesn't stay isolated — it propagates upward through every layer, and by the time it's visible at the topcoat, the part typically requires full strip-down and recoat.
Mil-Spec Requirements That Govern CARC Surface Preparation
TT-C-490 and What It Actually Requires
The primary specification governing surface preparation for CARC — and military coatings broadly — is TT-C-490J (current revision, last updated March 2026 on the DLA Qualified Products Database). It covers metallic substrate surface preparation to delay corrosion initiation and promote primer adhesion.
TT-C-490 specifies multiple cleaning methods:
- Method I: mechanical or abrasive blast cleaning
- Method II: solvent cleaning
- Method III: detergent cleaning
- Method IV: emulsion cleaning
- Methods V–VIII: chemical, phosphoric acid, steam, and laser cleaning
Critically, TT-C-490H states that abrasive blast cleaning must always be preceded by another cleaning method — solvent, detergent, emulsion, or equivalent — to bring the substrate to a water-break-free condition before blasting begins. Blast cleanliness must meet or exceed SSPC-SP 10/NACE No. 2 Near-White Metal unless the contract or technical data package specifies otherwise.
The QPL Requirement
CARC isn't a specification you can approximate. Materials and processes must meet military qualification through the Qualified Products List (QPL) system. Active QPLs govern each component of the system:
- QPL-53039 (governing MIL-DTL-53039F) — topcoat
- QPL-64159 (governing MIL-DTL-64159C) — waterborne topcoat
- QPL-53022 (governing MIL-DTL-53022F) — epoxy primer
- QPL-23377 (governing MIL-PRF-23377K) — high-solids epoxy primer
Using off-spec prep methods — even if the surface looks clean to the eye — produces non-compliant coatings. In a defense contract context, that means rejected parts, mandatory rework, and documented non-conformances on the supplier's record.
Substrate-Specific Pretreatment Specs
QPL compliance covers materials, but pretreatment requirements go further — the required chemical pretreatment depends on what the substrate is made of:
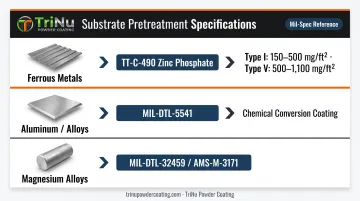
- Ferrous metals → TT-C-490 phosphate pretreatment (zinc phosphate Type I: 150–500 mg/ft², Type V: 500–1,100 mg/ft²)
- Aluminum and aluminum alloys → MIL-DTL-5541 chemical conversion coating (chromate-based or TCP alternatives)
- Magnesium alloys → MIL-DTL-32459 or AMS-M-3171
Identifying the correct spec before prep begins determines every step that follows — from cleaning method to conversion coating chemistry to primer selection.
The CARC Surface Preparation Process, Step by Step
This is the core prep sequence used across most compliant CARC application programs. Specific details vary by substrate and contract TDP, but the structure is consistent.
Cleaning and Degreasing
Every substrate must be clean before any abrasive or chemical treatment begins. TT-C-490 is explicit: parts must be free of oil, grease, wax, dirt, scale, corrosion products, weld slag, and flux residue before pretreatment or blasting proceeds.
Cleanliness is verified using water-break testing per ASTM F21 or ASTM F22. If a surface is truly free of organic contamination, water sheets uniformly across it. If it beads or breaks, contamination is still present. TT-C-490H requires retesting if more than 4 hours have elapsed since the last water-break test — and at least two production specimens must be tested at the conclusion of every 4-hour production interval.
Abrasive Blasting
Abrasive blasting creates the surface profile — the microscopic anchor pattern that gives the primer mechanical grip on the substrate. For CARC systems, MIL-DTL-53072H specifies a recommended surface profile of 1.0 ± 0.5 mils, and the profile must not exceed the recommended range for the coating system applied.
Profile is measured using methods defined in ASTM D4417:
- Method A: visual comparators
- Method B: depth micrometer
- Method C: replica tape (commonly Testex Press-O-Film)
Surface profile measurements must be recorded daily as Objective Quality Evidence (OQE). That documentation is part of the compliance record.
TT-C-490 doesn't mandate a specific media type — it requires achieving the specified cleanliness (SSPC-SP 10 minimum) and staying within the profile range for the coating system. Media selection and blast parameters are chosen to meet those outcomes, not the other way around.
Chemical Pretreatment
After blasting, and before primer, substrate-specific chemical pretreatment must be completed. It creates a chemically bonded conversion layer that improves adhesion and provides baseline corrosion resistance directly at the substrate.
TT-C-490H requires coating to be applied to pretreated surfaces within 24 hours. If that window is exceeded, the applicator must provide OQE confirming the surface remains suitable before proceeding.
DTIC research on CARC-prepared aluminum panels found that abrasive-blasted panels without conversion coating showed rapid blister nucleation during salt fog testing, while panels treated with TCP-HF conversion coating showed no coating creepback over the same exposure period. That performance difference is measurable, and it starts at the pretreatment step.
Primer Application
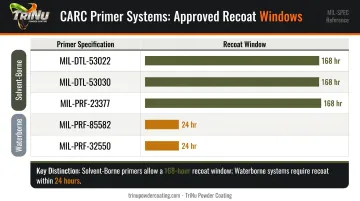
The epoxy primer is the bridge between the prepared substrate and the CARC topcoat. Approved CARC primer systems include:
- MIL-DTL-53022 (solvent-borne epoxy)
- MIL-DTL-53030 (water-based epoxy)
- MIL-PRF-23377 (high-solids solvent-borne epoxy)
- MIL-PRF-85582 (waterborne epoxy)
- MIL-PRF-32550 (metal-rich primer)
Each primer has a specific recoat window for topcoat application. Per MIL-DTL-53072 accessible text, MIL-DTL-53022 and MIL-DTL-53030 primers allow up to 168 hours before topcoating, while MIL-PRF-23377 and MIL-PRF-85582 primers require topcoating within 24 hours. Verify these windows in the active MIL-DTL-53072H document and the specific primer's TDS before production.
Every step in this sequence depends on the one before it arriving correctly. TriNu Powder Coating's abrasive blasting services are built around that dependency — delivering parts that are clean, profiled to spec, and ready for primer within the required time window.
Surface Profile Standards and Contamination Control
The Prep-to-Prime Window
Once a substrate is blasted, the clock starts. Freshly blasted steel is highly reactive — in humid or coastal environments, oxidation begins reforming on the surface within hours. For manufacturers in the Tampa Bay area, this isn't a theoretical concern. Coastal humidity accelerates flash rust on freshly prepared steel, and a surface that looked clean in the morning may show light rust before the afternoon shift ends.
MIL-DTL-53072H addresses this directly: flash rusting shall be delayed through environmental controls. TT-C-490H sets the outer limit at 24 hours between pretreatment and coating application, with OQE required if that window is exceeded.
Scheduling between blast, pretreatment, and prime is both a production planning issue and a compliance requirement.
Environmental Controls
Military coating specifications require application conditions within defined parameters:
- Substrate temperature: 60–90°F (preferred range per MIL-DTL-53072 accessible text)
- Substrate surface temperature: at least 5°F above dew point before organic coatings are applied
- Relative humidity: MIL-DTL-53072H references maximum relative humidity of 50% in certain coating contexts
Dew point is particularly important. If the substrate temperature is too close to the dew point, condensation can form on the prepared surface — invisible to the eye — and introduce moisture beneath the primer film. That moisture doesn't become obvious until the coating blisters or delaminates after cure.
Contamination Categories and Inspection
Before CARC prep is considered complete, four contamination categories must be eliminated:
- Oils and grease — prevent proper wetting; detected by water-break testing
- Mill scale and rust — create a weak oxide boundary layer that separates under load
- Weld slag and spatter — sharp, loosely bonded surface intrusions that disrupt coating film continuity
- Abrasive dust and residue — foreign particles from the blasting process itself that remain on the surface
Inspection at the prep stage uses:
- Visual assessment against SSPC-SP 10 (Near-White Metal) or SSPC-SP 5 (White Metal) standards
- Surface profile measurement via ASTM D4417 Method C replica tape or profile gauge
- Water-break testing per ASTM F21/F22 for organic contamination
- Environmental readings — substrate temperature, air temperature, relative humidity, dew point
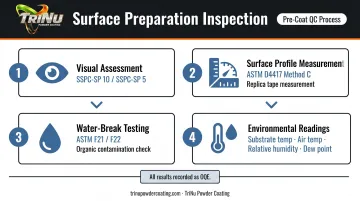
All readings and results must be recorded as OQE — the documentation defense contracts require to verify that preparation conditions were met before coating began.
Surface Prep Mistakes That Lead to CARC Coating Failures
Skipping or Shortcutting Degreasing Before Blasting
This is the costliest mistake, partly because it's invisible until coating failure appears post-cure. TT-C-490H is clear: abrasive blast cleaning must be preceded by cleaning sufficient to achieve a water-break-free surface. Blasting a contaminated substrate doesn't remove contamination — it can embed it into the surface profile.
A surface prepared this way may pass a visual inspection and even look like a textbook blast profile. The failure shows up later, as adhesion loss, blistering, or rust creep working its way under the coating from the substrate outward.
Flash Rust Between Blast and Prime
When the gap between blasting and primer application isn't controlled — especially in high-humidity environments — oxidation reforms on the prepared surface. In Tampa Bay's coastal climate, that window closes fast.
Flash rust invalidates the clean prepared surface. It can't be coated over in a compliant CARC system. The affected area must be re-prepared, adding time and cost to the project. Primer must follow blasting within the spec-required window, with humidity and surface temperature actively monitored — not assumed.
Applying Topcoat Outside the Primer Recoat Window
Inter-coat adhesion in CARC systems depends on applying each layer within the manufacturer's specified time window. Apply the CARC topcoat too late, and the primer surface becomes too inert for proper chemical bonding between coats. MIL-DTL-53072 does allow remedial surface preparation when recoat windows are exceeded — but that remediation adds time and counts as a documented deviation from the standard process.
Recoat windows vary significantly depending on the primer system:
- MIL-PRF-23377: 24-hour recoat window
- MIL-DTL-53022: 168-hour recoat window
Knowing which primer is in use before scheduling topcoat application isn't optional — it's how the sequence gets planned correctly.
Frequently Asked Questions
What does surface prep mean?
Surface preparation is the process of cleaning, profiling, and chemically treating a substrate to remove contaminants and create the right surface condition for a coating to bond to. For CARC systems, this follows TT-C-490J and MIL-DTL-53072H — and it directly determines whether the coating performs as required in service.
What is a CARC coating?
CARC (Chemical Agent Resistant Coating) is a highly crosslinked polyurethane military coating that resists penetration by chemical warfare agents on equipment surfaces, enabling field decontamination without damaging the coating or substrate. Governing specifications include MIL-DTL-53039, MIL-DTL-64159, and application standard MIL-DTL-53072.
Does CARC paint need primer?
Yes. CARC systems require an epoxy primer applied over the pretreated substrate before the polyurethane topcoat is applied. The primer provides corrosion protection, adhesion to the substrate, and a stable base for the topcoat. Omitting it breaks the system and results in a non-compliant application.
What is the 80/20 rule for coating?
The 80/20 rule refers to a paint booth air recirculation ratio sometimes used during curing cycles — approximately 80% recirculated air through the heater, 20% fresh intake. It's a facility operating practice used to raise curing temperatures efficiently, not a CARC mil-spec requirement. Verify specific curing parameters through the oven OEM documentation, primer/topcoat TDS, and applicable contract requirements.
What happens if CARC surface preparation is done incorrectly?
Improper prep causes adhesion failure, delamination, rust undercutting, and specification non-compliance. On a defense contract, that means rejected parts, mandatory rework, and equipment that no longer provides the protection it was built for.
What abrasive media is used for CARC surface preparation?
TT-C-490 defines the required cleanliness level (SSPC-SP 10 Near-White Metal minimum) and profile range (1.0 ± 0.5 mils per MIL-DTL-53072H) rather than mandating a specific media. Steel grit, aluminum oxide, or other approved abrasives are selected to hit those targets for the substrate — with specific media requirements sometimes defined in the contract or technical data package.