For defense contractors, OEM manufacturers, and industrial fabricators supporting military supply chains, understanding CARC isn't optional. Non-compliant coatings get rejected. Equipment must be stripped and recoated. That's expensive, schedule-breaking rework that's entirely avoidable with the right preparation.
This guide covers what CARC is, how it works, the mil-specs that govern it, where it's applied, and what compliant application actually requires — including why surface preparation is the step most often overlooked.
TL;DR: Key Takeaways
- CARC is a polyurethane-based military coating that blocks chemical agent absorption and enables quick field decontamination
- Three primary specs govern it: MIL-DTL-53039F, MIL-DTL-64159C, and MIL-DTL-53072H
- Applied to tactical vehicles, armored carriers, aircraft, generators, and defense contractor equipment
- Compliant application requires spec-controlled surface prep, verified film thickness, and full cure — each step is an inspection gate
- Water-reducible CARC formulations cap VOC content at 220 g/L (1.8 lb/gal) — a significant drop from older high-solvent systems
What Is Chemical Agent Resistant Coating (CARC)?
CARC is a specialized military topcoat system formulated so chemical warfare agents — mustard gas, nerve agents like sarin and VX — cannot absorb into the coating or the substrate beneath it. Agents pool on the non-porous surface, where standard decontamination solutions such as DS2 can remove them without degrading the coating itself.
The Chemistry Behind It
CARC is primarily an aliphatic polyurethane, applied as a two-component system. When the components are combined, a terminal chemical reaction begins that creates a dense, highly cross-linked film. That high cross-link density physically blocks agent penetration: the coating leaves almost no void space for liquid agents to enter.
The full CARC system includes:
- An epoxy polyamide primer applied to the prepared substrate
- An intermediate coat in some applications
- The CARC topcoat — what most people mean when they say "CARC"
Compliance requires the full system, not just the topcoat.
A Brief History
Army CARC development started in 1974. A formal Army decision in 1983 extended CARC requirements across combat vehicles, tactical wheeled vehicles, aircraft, and ground-support equipment. By FY 1985, those requirements were formally documented across all equipment classes per DTIC records.
Operation Desert Shield accelerated real-world urgency. According to DoD Health.mil, approximately 697,000 U.S. personnel deployed, with the first large in-theater CARC paint operation beginning at Ad Dammam in September 1990. More than 8,500 vehicles and equipment pieces were repainted before February 1991.
Today's CARC formulations extend well past the original solvent-borne systems. Current options include moisture-cure urethane (MCU) and water-reducible two-component polyurethane systems that meet stricter VOC limits without sacrificing performance.
Key Properties and Performance Characteristics of CARC
Chemical Agent Resistance
The non-porous film is the core feature. Chemical and biological agents cannot penetrate the dense crosslinked surface, so they remain accessible on top where decontamination solutions can neutralize them. Unlike conventional industrial coatings, which can absorb agents into the film, CARC keeps contaminants at the surface — where they can actually be neutralized.
Infrared Signature Management
CARC's matte, low-gloss finish does more than reduce visible glare. Green 383 CARC, for example, uses pigments specifically formulated to mimic the near-infrared reflectance of chlorophyll — reducing detection by NIR imaging equipment and night-vision devices. That spectral matching is a deliberate tactical survivability specification.
Approved Military Colors
CARC is available in specific FED-STD-595 military colors, including:
| Color Name | FED-STD-595 Code |
|---|---|
| Green 383 | 34094 |
| Tan 686A | 33446 |
| Brown 383 | 30051 |
| Black | 37030 |
The matte finish is standardized across all colors to maintain camouflage effectiveness across operational environments.
Decontamination Agent Resistance
Standard industrial paints can crack, peel, or lose adhesion when exposed to military decontaminants like Super Tropical Bleach (STB) solutions. CARC is formulated to survive repeated decontamination cycles — resistance to those decontaminants is written directly into the mil-spec.
CARC Military Specifications and Standards
Three specifications control CARC compliance — and using the wrong revision letter or relying on supplier marketing claims instead of qualified products lists can result in failed inspection or contract rejection.
Mil-Spec Breakdown
| Specification | Revision | Coverage | Current As Of |
|---|---|---|---|
| MIL-DTL-53039 | F | Solvent-borne aliphatic polyurethane CARC topcoat | 06-SEP-2022 |
| MIL-DTL-64159 | C | Water-dispersible CARC topcoat (220 g/L VOC max) | 24-MAR-2022 |
| MIL-DTL-53072 | H | Application procedures, QC inspection, rejection criteria | 28-AUG-2024 |
MIL-DTL-53072H is the process specification — it governs surface preparation, application conditions, dry film thickness (DFT), cure verification, and rejection/rework triggers. A job that uses QPL-listed paint but fails application requirements under this spec is still a non-compliant job.
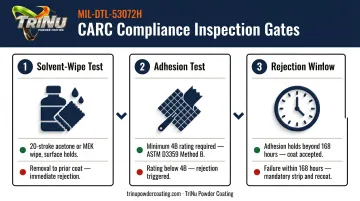
Compliance enforcement under MIL-DTL-53072H includes:
- A 20-stroke acetone or MEK solvent-wipe test — paint removal down to a prior coat triggers rejection
- Adhesion rating of 4B or better per ASTM D3359 Method B
- Coatings that fail solvent-wipe or adhesion within 168 hours must be rejected and recoated
For qualified products, verify against DLA QPD records — QPL-53039 and QPL-64159 — not supplier data sheets. The QPLs are updated regularly; QPL-53039 was updated 29-APR-2026 and QPL-64159 on 22-APR-2026.
Where CARC Is Used: Military and Industrial Applications
Military Applications
Since the 1983 Army decision, virtually all U.S. tactical equipment carries a CARC topcoat. Verified equipment categories include:
- Combat and combat-support vehicles
- Tactical wheeled vehicles
- Aircraft and rotary-wing platforms
- Essential ground-support equipment
- Secondary item containers — engine containers, ammunition containers
- Shelter and enclosure exteriors
The U.S. Marine Corps applies CARC per MIL-DTL-53072 across new acquisitions, major repaints, field repairs, and depot-level rebuilds.
Defense Contractors and Industrial Uses
CARC requirements extend beyond active military units to contractors and OEMs whenever a contract, drawing, technical manual, or specification invokes the CARC system and its QPL-qualified materials:
- OEM manufacturers producing military-spec parts and sub-assemblies
- Fabricators building vehicle components and structural elements
- Logistics contractors refurbishing or returning tactical assets to service
- Depot-level operations performing major repaints and overhauls
For defense contractors in the Tampa Bay area, TriNu Powder Coating's abrasive blasting services provide the prerequisite step — mil-spec surface preparation for equipment housings, structural components, vehicle sub-assemblies, and frames before downstream CARC topcoat application by a qualified liquid coating applicator.
The CARC Application Process: What It Takes to Do It Right
CARC application governed by MIL-DTL-53072H is fundamentally different from standard industrial painting. A job can look correct and still fail chemical resistance testing if any step in the process was done outside of spec. That failure means strip and rework.
Surface Preparation
Surface prep is where most compliance failures start. MIL-DTL-53072H defines specific requirements by substrate:
Ferrous metals (steel):
- Abrasive blast to SSPC-SP5/NACE No. 1 (white metal) or SSPC-SP10/NACE No. 2 (near-white)
- Recommended surface profile: 1.0 ± 0.5 mils
- Pretreatment per TT-C-490 zinc phosphate or qualified organic/inorganic pretreatment
Aluminum:
- Clean and deoxidize; anodize per MIL-PRF-8625 or chemical conversion coating per MIL-DTL-81706/MIL-DTL-5541
Composite:
- Solvent wipe, scuff with 220-grit or fine abrasive pad, then solvent wipe with isopropyl alcohol
Cleanliness is verified with a water-break test: clean water must form large lenses lasting 25 seconds without sudden flash-out. Droplet formation within 25 seconds indicates contamination — the surface fails.
Primer DFT runs 1.5–2.5 mils. Topcoat must be applied within 24–168 hours of primer application for MIL-DTL-53022/53030 primers, or within 24 hours for MIL-PRF-23377/85582 primers.
Surface prep this precise requires a blasting operation that documents every step. TriNu's abrasive blasting services deliver verified, spec-ready substrates for defense and OEM customers — with QC Certified Program compliance and documented inspection on every job before the part moves to the coating stage.
Application and Curing
Topcoat DFT must reach 2.0–3.0 mils for both MIL-DTL-53039 and MIL-DTL-64159 systems. Two-component CARC must be mixed at correct ratios and applied within specified temperature and humidity windows — errors here are a common source of compliance failure that won't become visible until the cure verification tests fail.
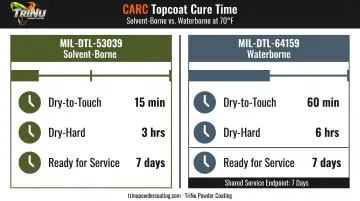
Cure requirements at 70°F:
| Topcoat System | Dry-to-Touch | Dry-Hard | Ready for Service |
|---|---|---|---|
| MIL-DTL-53039 (solvent-borne) | 15 minutes | 3 hours | 7 days |
| MIL-DTL-64159 (waterborne) | 60 minutes | 6 hours | 7 days |
Key compliance requirements at the application stage:
- Coatings that don't pass solvent-wipe and adhesion tests within 168 hours must be rejected and the job reworked
- Releasing undercured CARC violates spec — there is no acceptable variance on this
- CARC contains isocyanate-based materials; supplied-air respirators are required in spray environments
- Applicators must be qualified and trained in both isocyanate controls and mil-spec documentation
These aren't procedural suggestions. Each point is a spec-controlled requirement with documented verification.
Safety, Health, and Environmental Considerations
Chemical Hazards During Application
The VA and OSHA both identify isocyanates as serious respiratory and skin hazards during CARC spray application and drying:
- HDI (hexamethylene diisocyanate): Highly irritating to skin, eyes, and the respiratory system; high concentrations cause coughing, chest tightness, and shortness of breath
- TDI (toluene diisocyanate): Released during drying; VA notes potential for kidney damage at high levels
- OSHA requirement: Air-supplied (not air-purifying) respirators are mandated for isocyanate monomer overexposure scenarios
Once fully cured, CARC poses no significant hazard under normal handling. The risk returns during sanding, grinding, or welding, which can re-release particles and fumes. Those operations require the same respiratory controls as spray application.
Environmental Compliance
Older solvent-borne CARC systems carried high VOC content, with hazardous air pollutants including toluene, xylene, and MIBK. The Army Public Health Center confirms those systems are being phased out in favor of water-dispersible formulations. Key compliance points:
- Legacy VOC burden: Older solvent-based formulas contained multiple HAPs now subject to air quality regulations
- MIL-DTL-64159C VOC cap: 220 g/L (1.8 lb/gal) as packaged — a hard specification limit, not a target
- Water-reducible systems: Eliminate most hazardous solvent content while meeting the same chemical agent resistance and decontamination performance requirements
VA Resources for Veterans
Veterans who applied CARC without adequate respiratory protection during military service may have exposure-related health concerns. The VA recommends contacting your healthcare provider or a VA Environmental Health Coordinator — they maintain a direct coordinator directory searchable by state.
Frequently Asked Questions
What is chemical agent resistant coating?
CARC is a military-grade polyurethane coating system engineered to prevent chemical warfare agents from absorbing into equipment surfaces. Because agents pool on the non-porous surface rather than penetrating it, standard field decontamination solutions can remove them quickly without damaging the coating.
What types of surfaces can chemical agent resistant coating be applied to?
CARC is primarily applied to metal substrates — steel and aluminum — on tactical vehicles, armored carriers, aircraft, generators, and secondary containers. Each substrate must be abrasive blasted, pretreated, and primed per MIL-DTL-53072H before topcoat application.
Is chemical agent resistant coating environmentally friendly?
Older solvent-borne formulations had high VOC content and contained hazardous solvents. Current water-dispersible CARC (MIL-DTL-64159C) is limited to 220 g/L VOC and eliminates most hazardous air pollutants, making modern CARC far cleaner than its predecessors.
What military specifications govern CARC coatings?
Three specs: MIL-DTL-53039F (solvent-borne topcoat), MIL-DTL-64159C (waterborne topcoat), and MIL-DTL-53072H (application and QC process). Qualified products are verified through DLA QPD records at QPL-53039 and QPL-64159.
How is CARC different from regular industrial paint?
Standard industrial coatings aren't formulated to block chemical agent absorption, survive harsh military decontaminants, or manage infrared signatures. CARC meets all three requirements and clears strict mil-spec benchmarks — verified cure times, adhesion testing — that conventional paints aren't built to pass.
What are the health risks associated with CARC application?
Wet CARC contains isocyanates (HDI, TDI) that are serious respiratory and skin hazards during spray application and drying. Supplied-air respirators are required in spray environments. Fully cured CARC is generally safe — risk returns when the coating is sanded, ground, or welded.