"Medical-grade powder coating" isn't a product you can order from a catalog. It's a set of material, process, and documentation requirements that must be met before a finished part can pass biocompatibility testing or appear in an FDA device submission. For OEMs, fabricators, and device manufacturers, understanding what those requirements actually involve — and what your coating partner needs to deliver — is what separates a compliant finish from a regulatory problem.
TLDR
- Medical-grade powder coating qualification is driven by the device's contact classification and risk profile — not by coating material alone
- ISO 10993 governs biocompatibility evaluation for coated medical devices; the FDA references it directly in submission guidance
- Coating chemistry, cure state, surface preparation, and sterilization compatibility all affect whether a part passes testing
- Process documentation (batch records, cure verification, lot traceability) matters as much as material selection when vetting a coating partner
What Makes Powder Coating "Medical-Grade"?
The FDA doesn't define "medical-grade powder coating" as a formal finish class. In practice, the term describes a coating whose materials, application process, and clinical exposure risks have been evaluated within a biological risk-management framework — and documented accordingly.
Cross-Link Density and Chemical Stability
When a thermoset powder coating cures properly, the resin forms a dense, crosslinked molecular structure that won't remelt on reheating. The Powder Coating Institute confirms that achieving this requires hitting the specified part metal temperature and holding it for the required dwell time. That crosslinked structure is what gives a medical-grade finish its core properties:
- Non-porous surface that resists microbial adhesion
- Chemical stability under hospital-grade disinfectants and cleaning agents
- Resistance to chipping or flaking that could shed particulates into sterile environments
AkzoNobel's Interpon AM line, for example, uses BioCote antimicrobial technology and documents up to 99.9% reduction of bacteria and mold — but this is a supplier-specific performance claim, not a universal benchmark for all cured powder coatings.
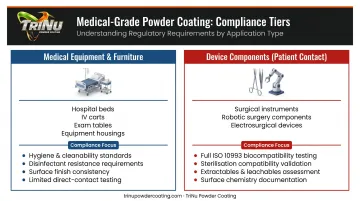
Two Compliance Tiers
Those material properties set the foundation. What determines how much compliance work a coating actually requires is where it ends up in the clinical environment — specifically, whether it's on equipment or on a device component with direct patient contact:
| Application | Examples | Compliance Burden |
|---|---|---|
| Medical equipment & furniture | Hospital beds, IV carts, exam tables, equipment housings | Hygiene, cleanability, disinfectant resistance; less stringent direct-contact testing |
| Device components (patient contact) | Surgical instruments, robotic surgery components, electrosurgical device parts | Full ISO 10993 biocompatibility testing; sterilization compatibility validation |
Chemistry Screening Matters
Not every powder formulation is appropriate for healthcare use. Epoxy systems containing bisphenol A (BPA) or BADGE-related compounds need careful evaluation before use in patient-contact applications.
EU food-contact regulations under Regulation (EC) No. 1895/2005 offer a useful material risk screen, even though they're not medical-device rules:
- BADGE: Migration limit set at 9 mg/kg
- BFDGE: Prohibited entirely
- NOGE: Prohibited entirely
These limits apply to food-contact contexts, but the same epoxy chemistries appear in industrial powder formulations. For patient-contact parts, applying this screen during material selection is a practical first filter before formal biocompatibility testing begins.
Understanding Biocompatibility Compliance: ISO 10993 and FDA Requirements
ISO 10993 is the international standard for biological evaluation of medical devices. The FDA's final guidance — "Use of International Standard ISO 10993-1", issued September 8, 2023 — explicitly references it for PMA, 510(k), HDE, IDE, and De Novo submissions. Coating chemistry is therefore a direct compliance factor in device submissions — one that must be addressed before regulatory review, not after.
What the Standard Actually Evaluates
ISO 10993 is not a single test — it's a risk-management framework with over a dozen parts covering different biological endpoints. For coated devices, the most relevant include:
- ISO 10993-5: Cytotoxicity (in vitro)
- ISO 10993-10 / ISO 10993-23:2021: Sensitization and irritation
- ISO 10993-11: Systemic toxicity
- ISO 10993-3:2014: Genotoxicity, carcinogenicity, reproductive toxicity
- ISO 10993-12:2021: Sample preparation and extraction protocols
- ISO 10993-18:2020: Chemical characterization of materials
Two principles from ISO 10993-1 are particularly relevant for coated parts. First, leachable chemicals from a coating must be factored into the toxicological risk assessment of the entire device.
Second, the total coated surface area in patient contact affects the acceptable threshold for chemical exposure. The FDA points to ISO 10993-12 surface-area-to-extract-volume ratios as the primary basis for extraction testing.
How Biocompatibility Testing Works in Practice
Test samples of the coated substrate go through extraction protocols. The resulting extract is evaluated for cytotoxicity, irritation, and sensitization.
Cure state directly affects those outcomes. An undercured coating may release residual unreacted compounds that a fully cured coating would not — PPG's troubleshooting guide links undercure to degraded chemical resistance and corrosion resistance. Cure verification is a compliance input, carrying the same weight as any other quality control step in the process.
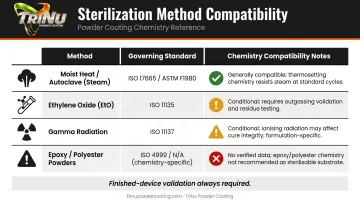
Sterilization Compatibility
Reusable device coatings must survive repeated sterilization cycles without degrading or releasing new leachables. The compatibility picture varies significantly by chemistry:
| Sterilization Method | Standard | Chemistry Notes |
|---|---|---|
| Moist heat / autoclave | ISO 17665:2024 | PEEK shows documented compatibility; peer-reviewed data shows property changes after 20–30 cycles at 121°C — validate finished coating |
| Ethylene oxide | ISO 11135:2014 | PEEK manufacturer sources confirm EtO compatibility; residue and aeration are device-process considerations |
| Gamma radiation | ISO 11137-1:2025 | PEEK manufacturer sources confirm gamma compatibility; do not assume this applies to epoxy or polyester without resin-specific data |
| Epoxy / polyester powders | — | No verified sterilization compatibility data found across all three methods — require supplier TDS and finished-part validation |
Selecting the Right Coating Chemistry for Biocompatibility
Material selection starts with the device's contact classification, cleaning protocol, and sterilization method — not the coating family. Still, some chemistries carry stronger medical-device evidence than others.
Chemistry Overview
Epoxy
Strong adhesion and chemical resistance make epoxy a viable option for equipment interiors and protected components. Screen formulations for BPA/BADGE-related constituents. AkzoNobel's Interpon AM covers epoxy and epoxy-polyester options for medical and laboratory areas — best suited where direct patient contact is limited.
TGIC-Free Polyester
Good mechanical properties and chemical resistance, with a better health and sustainability profile than TGIC-based systems. Interpon confirms performance parity between the two. The stronger evidence base is for equipment exteriors and cleanability rather than direct patient-contact biocompatibility.
PTFE / Fluoropolymers
The broadest medical-device evidence of any powder coating family. Chemours documents fluoropolymer use across guide wires, catheter coatings, vascular grafts, surgical mesh, pacemakers, and imaging equipment. Key regulatory reference points:
- FDA clearance for PTFE-coated guide wires (K082094) and electrosurgical pencil electrodes (K081647)
- ASTM F754-08 recognized by FDA as a material benchmark for implantable PTFE shapes
- Chemically inert, non-reactive with bodily fluids, and compatible with multiple sterilization methods
PEEK
A high-performance option for demanding device applications. Victrex VICOTE 700-series coatings have particle sizes of 10–50 microns. Solvay's KetaSpire PEEK powders have been applied to metal tubes for electrosurgical use. Compatible with steam, EtO, and gamma sterilization per manufacturer data — finished-device validation is still required.
Getting the Documentation Right
Before specifying any powder for a medical application, request:
- Safety Data Sheet (SDS) and Technical Data Sheet (TDS) from the powder supplier
- Formulation disclosure confirming absence of flagged substances at concentrations triggering ISO 10993 concern
- Any existing biocompatibility summary the supplier can provide for the specific formulation
PPG provides SDS and TDS directly from product pages. Biocompatibility is not an inherent property of a resin family — it must be validated for the specific formulation, application method, and intended clinical use.
Chemistry selection and documentation establish the foundation; process control and application quality determine whether that foundation holds through testing and use.
Surface Preparation and Process Control in Medical Coating
Surface preparation is a biocompatibility input, not just a quality step. Residual contamination from inadequate cleaning — oils, release agents, hand sweat — can become trapped under the coating and affect both adhesion and biological safety. The FDA expects the biological evaluation strategy to account for manufacturing processes, not just raw materials.
Pretreatment Considerations
Different substrates require different approaches. Steel typically uses phosphate coatings; aluminum and magnesium may use chromating or chromium-free alternatives.
For medical device substrates like titanium, pretreatment must be carefully selected to avoid introducing harmful residues. No universal guidance currently exists for titanium in powder coating pretreatment — making supplier consultation and extraction testing the practical path forward.
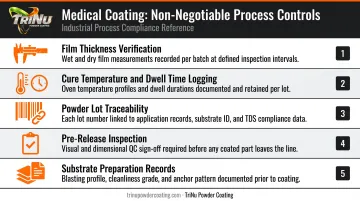
Process Controls That Distinguish Medical-Capable Operations
A coating operation capable of supporting medical compliance work needs more than good equipment. The non-negotiables:
- Film thickness verification across the part, with records
- Cure temperature and dwell time logging — confirming actual part metal temperature, not just oven air temperature
- Powder lot traceability — linking each finished job to a specific powder product, batch, and supplier by documented record
- Pre-release inspection — documented pass/fail results on file before parts leave the facility
- Substrate preparation records — cleaning method, pretreatment type, and application sequence all documented per job
Cure time logging matters in both directions. Over-curing carries real risk: powder manufacturers including PPG have documented that overcure causes yellowing and color/gloss deviation — signs the coating itself may be degrading. The target is a fully crosslinked film within the validated cure window, not simply "hot enough for long enough."
Common Applications: Where Medical-Grade Powder Coating Is Used
Medical-grade powder coating spans two distinct tiers in healthcare settings — each with different compliance expectations. Understanding where your components fall shapes the testing and documentation work ahead.
Equipment and Furniture (Lower Compliance Burden)
These applications prioritize hygiene, cleanability, and disinfectant resistance over full device-level biocompatibility testing:
- Hospital beds, examination tables, patient transport carts
- Diagnostic equipment housings and imaging system components
- Laboratory benches, fume hood frames, biosafety cabinet supports
- Cleanroom wall and ceiling supports, gowning room fixtures, equipment skids
AkzoNobel lists hospital beds, ventilators, oxygen bottles, examination tables, and surgical clamps as confirmed powder-coated healthcare applications. PPG serves this segment with chemical-resistant coatings built for repeated disinfection cycles.
Device Components (Full Compliance Required)
Step up to direct-contact device components and the requirements change significantly. These applications require chemistry evaluation and, depending on intended use, sterilization compatibility validation:
- Electrosurgical device parts (FDA cleared PTFE-coated electrode tips under 510(k))
- PTFE-coated guide wires (FDA-cleared under K082094)
- Robotic surgical system component housings in patient-contact zones
- Metal tubes for electrosurgical applications (PEEK-coated, per Solvay KetaSpire data)
What to Look for in a Powder Coating Partner for Medical Manufacturing
Most industrial coaters can apply powder. Far fewer have the process discipline to support parts heading into biocompatibility testing or regulatory files.
Non-Negotiable Capabilities
When evaluating a coating partner for medical or healthcare manufacturing, verify these:
- Rigorous, documented surface preparation protocols — not just "we blast and coat"
- Cure verification with temperature and dwell time records (part metal temperature, not oven temperature)
- Powder lot traceability — can they tell you exactly which product and supplier was used on your job six months later?
- Pre-release inspection with documented results
- Ability to hold tight film thickness tolerances where device specs require it
Supplier Documentation for Your Regulatory File
Your coating partner's documentation becomes part of your compliance evidence package. Medical OEMs need applicators who can provide batch records, powder lot certifications, and process confirmation. Without knowing the specific powder product used, you can't obtain the SDS or biocompatibility summary needed for your ISO 10993 chemical characterization.
How TriNu Fits This Picture
For medical equipment manufacturers and device fabricators in the Tampa Bay area, TriNu Powder Coating brings the process discipline this work demands. With 20+ years of experience supporting regulated manufacturing partners — including medical device manufacturers, pharmaceutical equipment fabricators, and aerospace and defense customers — TriNu operates with QC Certified Program compliance, TDS compliance, and documented inspection on every job before release.
Past work includes device housings, support frames, cabinet enclosures, fixture stands, lab furniture, and OEM sub-assemblies requiring durable, chemically resistant, biocompatibility-compliant finishes. Capabilities include:

- Chemical, mechanical, and abrasive blasting surface preparation — selected by substrate and application requirement
- Large-part capacity up to 30 feet in the 10' × 10' × 30' production oven
- Pick-up and delivery service throughout the Tampa Bay region
If you're a manufacturer with parts heading into compliance testing, contact the TriNu team at (727) 316-6700 or service@trinupowdercoating.com to discuss your project specifications and documentation requirements.
Frequently Asked Questions
Can you powder coat surgical instruments?
Certain surgical-adjacent instruments can be powder coated — PTFE and fluoropolymer coatings have the strongest documented evidence for this use. The coating must be selected, applied, and validated against biocompatibility and sterilization compatibility requirements for the specific instrument and its intended clinical use. FDA clearances exist for PTFE-coated electrosurgical electrode tips and guide wires.
What does medical-grade powder coating cost?
Cost depends on part size, geometry, coating type (standard polyester versus specialty fluoropolymer), required documentation, masking complexity, and production volume. Specialty chemistries and process documentation carry a premium over standard industrial work — request a project-specific quote from your applicator.
What is ISO 10993 and why does it matter for powder-coated devices?
ISO 10993 is the international standard for biological evaluation of medical devices, covering cytotoxicity, sensitization, systemic toxicity, and leachable chemical exposure. The FDA references it directly in 510(k), PMA, and De Novo guidance — making your coating chemistry a direct compliance factor.
What powder coating materials are considered biocompatible?
PTFE/fluoropolymers and certain formulated polyesters are commonly used in medical and healthcare applications, with PTFE having the strongest device-clearance evidence. Biocompatibility is not an inherent property of a resin family — it must be validated through testing against the specific formulation, application process, and intended clinical use.
Is powder coating FDA approved for medical devices?
The FDA does not generically approve coating types — it evaluates the biological safety of the complete device as submitted. Certain coatings like PTFE have documented acceptance in device-specific clearances, but demonstrating biocompatibility for your specific application remains the device manufacturer's responsibility.
How does surface preparation affect biocompatibility compliance?
Poor surface prep can trap chemical residues under the coating, compromising adhesion and introducing substances that leach during biocompatibility extraction testing. The FDA's biological evaluation framework explicitly covers manufacturing processes — contamination-free preparation is a regulatory requirement, not an optional quality step.