Introduction
Powder coating is one of the most durable industrial finishes available — and that durability becomes a real problem when you need to strip it. Whether a wrong color was applied, defects like fish eyes or orange peel developed, over-coating caused tolerance issues on threaded holes or mating surfaces, or a part simply needs refinishing, getting the coating off cleanly without damaging the substrate is a genuine challenge.
This article breaks down all four proven removal methods — how each works, what it's best suited for, and how to choose the right one for your part and situation.
TLDR
- Four proven methods remove powder coating: chemical stripping, thermal burn-off, abrasive blasting, and laser removal
- Chemical stripping is most accessible and lowest-cost—best for small or occasional projects
- Thermal stripping is fastest for high-volume industrial work; avoid it on aluminum and heat-sensitive metals
- Abrasive blasting creates an anchor profile ideal for refinishing
- Laser removal is most precise and substrate-safe but requires expensive equipment
- Match method to material type, batch size, and whether you plan to re-coat
Why You May Need to Remove Powder Coating
Powder coating is built to last — but stripping it is sometimes unavoidable. Common triggers include:
Application defects — Fish eyes, orange peel, poor adhesion, blistering, and pinholes all require stripping before rework. Well-run operations typically see reject rates between 2-8%, though facilities with strict visual criteria can reach 10-25%.
Color or specification changes — Parts coated in the wrong color, sheen, or finish must be stripped completely before recoating to spec. Coating over a mismatched layer isn't an option.
Worn or damaged coatings — Refurbished equipment often arrives with aged, chipped, or contaminated coating that needs full removal before any new finish will bond correctly.
Dimensional tolerance issues — Powder coating adds 0.002" to 0.005" (2-5 mils) per surface. That buildup can compromise ISO 965-1 standard thread fits or tight-fit mating surfaces, requiring either pre-application masking or post-cure stripping.
Each of these scenarios calls for a different approach. Decide on the removal method before stripping begins — the choice directly affects the surface condition left behind, whether the anchor profile is preserved for recoating, and whether the base material risks damage from heat, chemical exposure, or abrasion.

The 4 Proven Methods to Remove Powder Coating
Method 1: Chemical Stripping
How It Works
Chemical strippers dissolve, soften, and swell the coating's polymer bonds, causing the finish to lift off the substrate without mechanical force. These formulations are available in two forms: immersion/dip tanks for production use and brush-on formulas for smaller or spot applications. Common active ingredients include Methylene Chloride (MeCl), N-Methyl-2-pyrrolidone (NMP), and Benzyl Alcohol.
Key Advantages
- Low equipment cost—accessible at automotive or industrial suppliers
- No metal is removed from the substrate
- Works well on complex geometries and intricate internal features like threads
- Can be applied selectively to specific areas
Important Limitations
Chemical strippers present serious hazards. They cause skin and eye burns, release toxic fumes, and require proper PPE at minimum—heavy nitrile gloves, eye protection, and a respirator appropriate to the chemical's SDS. Spent stripper plus rinse water are classified as hazardous waste under EPA RCRA regulations with associated disposal requirements.
Chemical stripping leaves a smooth surface with no anchor profile, so a separate scuffing step is required before recoating. Industrial baths run at 140°F–185°F and typically need 15 to 60 minutes of soak time depending on coating thickness.
Not all strippers are equally effective. DIY products like acetone may work on lighter or uncured coatings, but fully cured industrial powder coats resist acetone entirely. Purpose-formulated powder coat strippers are significantly more reliable—always perform a spot test before full submersion.
When chemical stripping isn't practical for high-volume runs, thermal stripping offers a faster alternative with no chemical disposal requirements.
Method 2: Thermal Stripping (Burn-Off)
How It Works
The part is placed in a high-temperature oven where heat causes the powder coating to lose adhesion, combust, or turn to ash. Systems include bake-off ovens (lower temperatures, longer cycles), burn-off ovens (higher temperatures, faster cycles), and fluidized bed systems. Minimum effective temperature is typically around 650°F, with aggressive systems reaching 800°F to 900°F.
Advantages
- Fast processing of large batches
- No chemical disposal concerns
- Well-suited for high-volume production strip operations
Significant Limitations
Thermal stripping requires expensive equipment and incurs high energy costs. Temperatures this high can warp, distort, or weaken parts—particularly aluminum. Aluminum 6061-T6 loses significant strength when exposed to temperatures above 350°F (175°C), causing irreversible overaging and loss of tensile strength. Thermal stripping must not be used on structural aluminum.
Burn-off also leaves no anchor profile. Residual ash must be washed off before recoating, and the surface requires additional preparation.
For jobs where surface profile matters as much as coating removal, abrasive blasting handles both in a single step.
Method 3: Abrasive Blasting (Sandblasting / Media Blasting)
How It Works
Pressurized air (or water in wet/dustless blasting) propels abrasive media—such as aluminum oxide, steel grit, glass bead, or garnet—at high velocity against the coated surface, physically stripping the coating layer. Work can be done in blast cabinets for smaller parts, blast rooms for large equipment, or with portable blast pots in the field.
Key Advantages
Abrasive blasting creates an anchor profile on the surface as a byproduct of removal. For optimal powder coating adhesion, industry standards recommend an anchor profile of 1.5 to 2.5 mils. This critical surface texture improves adhesion and often eliminates a separate surface prep step. Blasting can be targeted to specific areas and suits a wide range of part sizes.
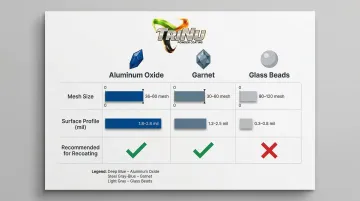
Recommended Media for Recoating:
- Aluminum Oxide (36-60 mesh): Creates a sharp, angular profile ideal for adhesion (1.8–2.8 mils)
- Garnet (30-60 mesh): Low dust, uniform angular profile (1.2–2.5 mils)
- Glass Beads (80-120 mesh): Not recommended for recoating—peens the surface smooth with minimal profile (0.3–0.8 mils only)
Limitations
Generally slower than thermal methods for very high volumes. Requires adequate compressed air supply. Softer metals like aluminum can be eroded if the wrong media or pressure is used. Dry blasting inside cabinets can be labor-intensive for larger parts. Wet/dustless blasting can accelerate the process and suppress dust without a separate containment setup.
For parts where blasting poses a risk of surface erosion or dimensional change, laser removal offers a non-contact alternative with even finer control.
Method 4: Laser Removal
How It Works
A focused laser beam burns off the powder coating layer with precision, leaving the underlying substrate untouched and unheated. The process can be automated and is capable of targeting specific areas with fine control. Industrial systems use pulsed fiber lasers (1064 nm wavelength) or CO2 lasers, with average power ranges from 50W for manual units up to 3000W for automated robotic cells.
Advantages
- Ideal for temperature-sensitive materials like aluminum where thermal stripping would compromise heat treatment
- No chemicals, no abrasive media, no substrate damage
- Precisely controlled for partial removal
- Potential for automation in production environments
Limitations
Equipment costs are significantly higher than other methods. Industrial laser cleaning systems range from $35,000 for basic manual units to over $250,000 for fully automated systems, making them economically impractical for most small shops or one-off applications. Laser removal does not create an anchor profile, so additional surface prep may be needed before recoating.
How to Choose the Right Removal Method for Your Project
The right method depends on your material, part geometry, volume, and budget. Skipping this evaluation leads to wasted cost, damaged parts, or a surface that won't accept a new coating. Here's how each factor should influence your decision.
Material Type
Aluminum is temperature-sensitive and should not be thermally stripped. Chemical stripping, abrasive blasting with appropriate media, or laser removal are safer options for aluminum and other softer metals. Steel is generally compatible with all methods.
Part Geometry and Complexity
Parts with intricate internal features, threads, or blind pockets are better served by chemical or thermal stripping — coating lifts uniformly. Abrasive blasting can miss recessed areas. Laser is best for accessible surfaces.
Batch Size and Frequency
For single parts or infrequent stripping, chemical stripping or abrasive blasting are most practical. For high-volume continuous operations, thermal or chemical dip tank systems offer better throughput. Laser suits batch operations where precision matters more than speed.
Whether Recoating Is the End Goal
If the part will be powder coated or painted again, the anchor profile left by abrasive blasting works in your favor — it creates surface texture that improves adhesion directly. Chemical, thermal, and laser methods all leave smooth surfaces, which means an additional prep step before recoating.
Cost and Equipment Access
Equipment cost increases in this order:
- Chemical (lowest) — $20–$100 for basic tanks
- Abrasive blasting (mid) — $500–$5,000
- Thermal (high capital cost) — $10,000–$50,000+
- Laser (highest capital cost) — $35,000–$250,000+
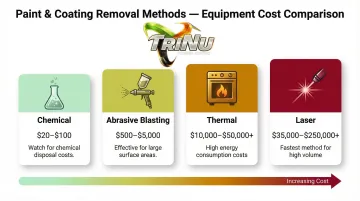
Factor in disposal costs for chemical methods and energy costs for thermal systems.
Safety Precautions Before You Start
PPE by Method
Required protective equipment varies by stripping method:
- Chemical stripping: Heavy nitrile gloves, chemical-splash eye protection, and a respirator rated for the specific chemical (check the SDS)
- Abrasive blasting: Blast hood or full face shield, hearing protection, and respiratory protection
- Thermal stripping: Industrial-grade respiratory protection and full-coverage eye protection — VOC exposure is the primary risk
Chemical Waste Disposal
Used strippers and contaminated rinse water are typically classified as hazardous waste under 40 CFR Part 261. Check local regulations and search for hazardous waste disposal resources in your area before starting.
Ventilation Requirements
Both chemical and thermal methods release VOCs or fumes that pose serious health risks in enclosed or poorly ventilated spaces. Ensure active airflow — either forced-air exhaust or open outdoor conditions — before starting either process.
When to DIY vs. Call a Professional
DIY chemical stripping or basic abrasive blasting is feasible for individual parts, occasional jobs, or hobbyist applications where the investment in equipment is not justified. However, industrial or production-scale removal has a threshold where professional services become more cost-effective and less risky.
Scenarios Where Professional Involvement Makes More Sense:
- High-value or complex parts where surface damage would be costly
- Aluminum or alloy components where thermal stripping is not safe
- Production volumes where throughput and controlled processes matter
- Situations where hazardous waste disposal adds significant overhead to DIY
Professional powder coating shops like TriNu Powder Coating handle surface preparation and recoating under one roof. Sandblasting for strip and prep followed by fresh powder coat application means consistent surface quality going in, fewer steps to manage, and no handoffs between vendors. For manufacturers and fabricators in the Tampa Bay area, that removes the need to coordinate prep and finish across separate vendors.
With a 10′ × 10′ × 30′ production oven and over 20 years of experience, TriNu supports both small custom projects and high-volume production work with dependable turnaround times.
Frequently Asked Questions
What is the easiest way to remove powder coating at home?
Chemical stripping is the recommended DIY method due to low equipment requirements and cost. Proper PPE and ventilation are essential, and a purpose-formulated powder coat stripper will outperform generic acetone on fully cured coatings.
Will acetone remove powder coating?
Acetone may remove some lighter or improperly cured powder coats but is ineffective on fully cured industrial coatings. Specialized chemical strippers designed for powder coating will be significantly more reliable.
Does removing powder coating damage the metal underneath?
When the correct method is chosen for the material, substrate damage is minimal. The main risk is using thermal stripping on aluminum (which can lose strength) or using overly aggressive abrasive media on softer metals. Laser removal is the gentlest option.
Can you powder coat over existing powder coating without stripping?
Technically possible, but not recommended for industrial or structural parts. Proper adhesion requires a clean, prepared surface. Coating over existing powder coat introduces adhesion risks and adds unwanted thickness that can affect tolerances.
How long does it take to remove powder coating?
Chemical stripping takes 15 minutes to several hours; thermal burn-off ranges from minutes to several hours depending on the system. Abrasive blasting and laser removal vary based on part size, media type, and surface area.
When should I hire a professional to remove and recoat powder coating?
Consider professional services for high-value parts, heat-sensitive materials like aluminum, production volumes, or when re-coating quality is critical. A shop handling both strip and recoat in one workflow ensures proper surface prep before the new finish goes on.
Need professional strip-and-recoat services in the Tampa Bay area? TriNu Powder Coating handles abrasive blasting, surface preparation, and powder coating application in one integrated workflow. Contact us at (727) 316-6700 or service@trinupowdercoating.com for a quote.