
Deep corrosion demands specialized blasting methods. This guide covers the four proven techniques for removing severe corrosion, how to select the right blast media, and a practical decision framework for matching method to project type—so you leave with actionable guidance for protecting your metal assets.
TLDR
- Abrasive (dry) blasting delivers the fastest removal of heavy scale on structural steel and cast iron
- Wet blasting eliminates up to 92% of dust while producing superior finish quality for aluminum and marine-grade applications
- Media selection determines cutting speed, surface profile depth, and whether the substrate survives the process
- Method choice should follow corrosion severity first, then substrate material, environmental constraints, and coating specification
- Professional services are essential when corrosion depth exceeds 0.020 inches, scale is large, or coating warranties require certified prep
What Is Deep Corrosion—and Why Surface Cleaning Isn't Enough
Deep corrosion is oxidation that penetrates beyond surface layers—typically exceeding 0.010 inches—creating pitting, scaling, and flaking that compromises structural integrity. This differs from surface discoloration that wire brushing or chemical degreasers can handle. When corrosion eats into the base metal, standard cleaning methods address only the visible symptoms while leaving the structural damage intact.
The industry recognizes three severity levels: light (surface rust without pitting), moderate (pitting depth 0.010–0.020 inches), and severe (deep pitting exceeding 0.020 inches with heavy scaling). ISO 8501-1 Rust Grade D defines the threshold where specialized blasting becomes necessary rather than optional—steel surfaces where mill scale has rusted away and general pitting is visible under normal vision.

Why coating over uncleaned corrosion accelerates failure:
Moisture and oxidation trapped beneath the coating continue attacking the substrate. Soluble salts and contaminants cause osmotic blistering that pulls moisture through the coating to the metal surface. Proper surface preparation isn't a finishing step—it's the foundation that determines whether a coating lasts years or fails in months.
Four Proven Blasting Methods for Deep Corrosion Removal
Each method below removes corrosion through a different mechanism—and the right choice depends on your substrate, corrosion depth, and production environment. Understanding the trade-offs upfront saves rework later.
Abrasive Blasting (Dry/Grit Blasting)
High-pressure compressed air—typically 90–100 PSI—propels hard angular media to fracture and remove corrosion through kinetic impact. This also creates the anchor profile that coatings need to bond. It's the fastest method for severe corrosion on thick steel and cast iron, cutting through multiple oxide layers and heavy scale that would resist other techniques.
Plan for these operational requirements:
- Significant dust requiring containment and respiratory protection (OSHA 29 CFR 1910.134)
- Risk of warping thin materials under 1/8 inch due to impact force
- Rapid flash rusting on ferrous surfaces if coating is delayed
- Noise levels reaching 100+ dBA requiring hearing protection
Wet Blasting (Vapor/Slurry Blasting)
Water is introduced into the abrasive stream to cushion particle impact. This produces a smoother, brighter finish, eliminates up to 92% of airborne dust compared to dry blasting, and reduces heat generation. Wet blasting is the preferred choice for aluminum, stainless steel, and marine-grade applications where salt contamination must be completely removed.
Worth noting before you commit to this method:
- Slightly slower processing for heavy corrosion compared to dry methods
- Parts must be dried promptly after blasting
- Corrosion inhibitor (like HoldTight 102 diluted at 50:1 to 100:1 ratio) must be added to the water mix to prevent flash rust
Soda Blasting
Sodium bicarbonate propelled at low pressure—20–40 PSI for most applications—dissolves on impact without embedding in the substrate. This makes it the only method safe for soft metals like aluminum, brass, and copper, as well as historical or automotive surfaces where base metal preservation is critical.
It has real limits to understand before specifying it:
- Ineffective on severe corrosion or heavy scale exceeding 0.010 inches
- Single-use media pulverizes on impact, raising operating cost compared to recyclable abrasives
- All residue must be thoroughly removed before welding or coating to prevent contamination
Bristle Blasting
Rotating hardened steel wire bristles mechanically remove corrosion and create an anchor profile simultaneously. The patented process achieves surface preparation grades comparable to Sa 2.5 (SSPC-SP 10) with anchor profiles of 1.6–4.7 mils. It's the go-to for localized spot repairs, confined spaces, and field maintenance where setting up full containment for pressure blasting isn't practical.
The trade-offs are real for production environments:
- Manual, operator-dependent method with productivity limited by hand-tool speeds
- Limited effectiveness on deep pitting beyond 0.020 inches
- Slow throughput on areas larger than a few square feet
- Best suited for maintenance and repair rather than production-scale work
TriNu Powder Coating uses controlled blasting processes across these methods to match the right technique to your substrate and application—so parts arrive at the coating stage properly prepped, every time.
How to Choose the Right Blast Media
Three characteristics determine media performance against corrosion:
Hardness (measured on Mohs scale) controls how aggressively it cuts. Harder media fractures oxide layers faster but can damage soft substrates.
Particle size (measured in mesh number) dictates removal rate and finish. Coarse media (low mesh number) removes heavy material quickly; fine media (high mesh number) produces smooth finishes.
Shape controls surface profile depth. Angular media creates deep anchor profiles for high-build coatings; round/spherical media cleans without etching.
Blast Media Comparison for Deep Corrosion
| Media Type | Hardness | Typical Profile Range | Recyclability | Best Application |
|---|---|---|---|---|
| Steel Grit | 40–61 HRC | 1.0–4.0+ mils | 100+ cycles | Blast rooms, heavy coating removal, deep profiling on structural steel |
| Aluminum Oxide | 9 Mohs | 1.0–3.5 mils | 5–10 cycles | Aggressive cutting, hard alloys, severe corrosion on metal |
| Garnet | 7–8 Mohs | 1.5–3.5 mils | 3–5 cycles | General industrial maintenance, pipelines, marine applications |
| Glass Bead | 6 Mohs | Peening/Matte | 3–5 cycles | Cleaning without dimensional change, deburring, finishing |
Match media to corrosion severity:
- Light corrosion: Fine glass bead or low-pressure garnet removes surface rust while preserving the substrate
- Moderate pitting (0.010–0.020 inches): Mid-range garnet or aluminum oxide provides cutting power while controlling profile depth
- Severe scale on structural steel: Steel grit or coarse aluminum oxide delivers the force to fracture multiple oxide layers
Recyclability also factors into the selection. Steel grit and aluminum oxide can be cycled 100+ times and 5–10 times respectively, making their cost per effective blast cycle dramatically lower than single-use soda media.
At TriNu Powder Coating, media selection is matched to each project's corrosion severity, substrate type, and coating specification — so the surface profile is right before a single ounce of powder goes on.
Matching the Right Method to Your Project
Corrosion Severity-Based Selection
Light surface rust:
- Soda or wet blasting with fine media
- Preserves base material while removing oxidation
- Suitable for non-structural cosmetic applications
Moderate pitting (0.010–0.020 inches):
- Wet or dry abrasive blasting with garnet or aluminum oxide
- Target SSPC-SP 10 Near-White Metal standards (maximum 5% random staining)
- Creates 1.5–3.5 mil anchor profile for standard industrial coatings
Severe deep pitting and heavy scale:
- Dry abrasive blasting with steel grit or coarse aluminum oxide
- Achieve the 3.0–5.0 mil anchor profile high-build protective coatings require
- Only method with sufficient cutting power to reach clean metal beneath multiple corrosion layers
Substrate and Application Variables
Marine-grade steel and aluminum:
- Wet blasting with corrosion inhibitor prevents flash rusting in salt environments
- Thoroughly removes chloride contamination that causes osmotic blistering
- Produces bright, uniform finish appropriate for visible applications
Architectural metal:
- Wet or soda blasting preserves surface appearance
- Avoids warping thin-gauge material (< 1/8 inch)
- Maintains dimensional tolerances for assemblies
Heavy industrial and mil-spec equipment:
- Aggressive dry abrasive blasting meets certified surface preparation standards
- Achieves deep anchor profiles for epoxy and polyurethane systems
- Documentation supports warranty requirements
Environmental and Site Constraints
Occupied facilities or indoor environments:
- Dust-free wet blasting prevents contamination of surrounding areas
- Reduces respiratory protection requirements for nearby workers
- Eliminates cleanup of blast media from sensitive equipment
Remote field repairs:
- Bristle blasting requires no media containment infrastructure
- Portable hand tools access confined spaces
- No compressed air system needed beyond standard portable compressor
Large-scale production in controlled shop:
- Pressure blasting with media recovery systems maximizes efficiency
- Recyclable media reduces operating cost
- Consistent results from controlled parameters and trained operators
The variables above narrow your options considerably. Use the table below to confirm your selection across the dimensions that matter most for your job.
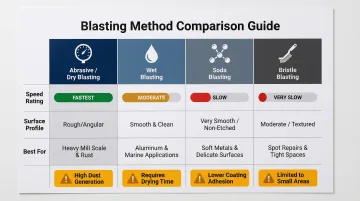
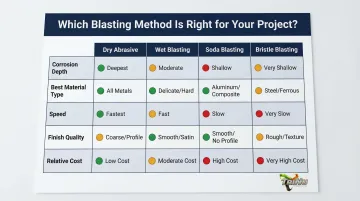
Quick-Reference Method Comparison
| Method | Corrosion Depth | Best Material Type | Speed | Finish Quality | Relative Cost |
|---|---|---|---|---|---|
| Dry Abrasive | Heavy (>0.020") | Thick steel, cast iron | Fastest | Rough profile | Low per sq ft |
| Wet Blasting | Light to moderate | Aluminum, stainless, marine | Moderate | Smooth, bright | Moderate |
| Soda Blasting | Light only (<0.010") | Soft metals, delicate parts | Slow | Very smooth | High (single-use media) |
| Bristle Blasting | Spot repairs | Any accessible surface | Very slow | Moderate | High labor cost |
Safety Essentials and Post-Blast Protection Timing
Pre-Blast Assessment Requirements
Document corrosion severity:
- Use visual standards like SSPC-VIS 1 reference photographs
- Measure pit depth with gauges to determine if corrosion exceeds structural thresholds
- Photograph condition for documentation and quality verification
Identify base material and wall thickness:
- Verify material type to select appropriate media and pressure
- Measure wall thickness to avoid over-blasting thin sections
- Determine whether structural integrity is compromised enough to require engineering assessment before blasting proceeds
Mandatory OSHA Safety Requirements
Respiratory protection (29 CFR 1910.134):
- NIOSH-approved respirator for dry abrasive work
- Type CE supplied-air respirator with blast hood for cabinet or enclosed environments
- Written respiratory protection program with fit testing and medical evaluations
Hearing protection:
- Blasting generates 114–126 dBA noise levels
- Hearing conservation program required when exposures exceed 85 dBA TWA
Silica exposure controls:
- OSHA 29 CFR 1910.1053 applies when using silica-containing media
- Engineering controls, medical surveillance, and exposure monitoring required
- Legal requirement, not a recommendation
Post-Blast Timing: The Critical Window
Apply corrosion inhibitor or primer within four hours of blasting ferrous metals to prevent flash rusting. In humid environments, flash rust can begin forming within minutes on wet-blasted surfaces. Corrosion rates increase rapidly when relative humidity exceeds 70% as condensation and salt deposits accelerate surface oxidation.
Flash rust compromises the cleanliness grade achieved and forces re-blasting, resetting the work already done. Key timing rules from KTA's surface preparation guidelines:

- Prime all prepared steel within four hours of blasting
- Work within the same shift when dehumidification is not used
- Reduce exposure windows further when relative humidity exceeds 70%
Frequently Asked Questions
What is the most effective method of corrosion removal?
Abrasive (dry) blasting is the most effective method for severe deep corrosion due to its cutting speed and ability to achieve SSPC-SP 10 Near-White Metal standards. However, the best method ultimately depends on substrate material, corrosion depth, and the required coating specification.
What is the best blast media for rust removal?
Aluminum oxide is the top choice for most deep corrosion scenarios due to its hardness (Mohs 9), aggressive cutting action, and recyclability (5–10 cycles). Steel grit suits the heaviest scale on thick structural steel, while garnet offers a smoother finish for marine and non-ferrous applications.
Does blasting prevent corrosion from coming back?
No. Blasting removes existing corrosion and creates the anchor profile that allows protective coatings to bond properly—the coating itself (powder coating, epoxy, galvanizing) provides the actual corrosion barrier. Blasting alone without immediate coating does not prevent re-oxidation.
What is the difference between wet blasting and dry blasting for corrosion removal?
Dry blasting is faster and more aggressive for heavy corrosion on robust parts, achieving deeper profiles in less time. Wet blasting produces a smoother, brighter finish, eliminates up to 92% of dust, and is preferred for softer metals, precision surfaces, or environments where dust containment is a constraint.
How soon after blasting should primer or coating be applied?
Primer or corrosion inhibitor should be applied within four hours of blasting ferrous metals—sooner in humid environments above 70% relative humidity. On wet-blasted surfaces, flash rust can begin forming within minutes, so immediate coating is critical to preserving the cleanliness grade achieved.
When should you hire a professional blasting service instead of doing it yourself?
Professional services make sense when corrosion depth exceeds 0.020 inches, coating warranties require documented surface preparation, or the work involves confined spaces and hazardous conditions. TriNu Powder Coating has handled industrial blasting and surface prep for manufacturers and fabricators throughout the Tampa Bay area for over 20 years—with the processes and equipment to meet demanding project specifications.


