
Introduction
The annual direct cost of metallic corrosion in the United States reaches $276 billion—3.1% of the nation's GDP—with production and manufacturing sectors accounting for $17.6 billion of that burden. Yet 15% to 35% of this cost is entirely preventable using available control practices. For industrial facilities in coastal regions like Tampa Bay, the threat intensifies: chloride deposition rates can reach 7,300 mg/m²/day, rapidly breaking down protective films on steel and accelerating rust formation.
That corrosion pressure translates directly into operational risk: structural integrity loss, unplanned downtime, and workplace safety hazards. This article breaks down five primary industrial rust removal methods—mechanical blasting, acid-based removers, chelating agents, rust converters, and electrolytic processes—so you can match the right approach to your corrosion severity, part geometry, and coating requirements.
TL;DR
- Industrial rust removal eliminates iron oxide using mechanical, chemical, or electrochemical methods suited to different corrosion levels and part types
- Abrasive blasting handles all rust severity levels and creates the anchor profiles high-performance coatings require for proper adhesion
- Acid-based removers work in 15–30 minutes on moderate rust but require strict safety protocols and hazardous waste disposal
- Chelating agents offer biodegradable alternatives for complex geometries, though treatment times extend to hours or overnight
- Rust converters stabilize light surface rust but do not meet SSPC standards required for critical assets or high-performance coating systems
Overview of Industrial Rust Removal in Steel Applications
Industrial rust removal is the elimination of iron oxide (rust) from steel surfaces to restore structural integrity and prepare for protective coatings. The electrochemical mechanism behind rust is straightforward: iron reacts with oxygen and moisture to form hydrated ferric oxide. Chlorides—abundant in coastal environments like Tampa Bay—act as aggressive electrolytes that accelerate the process by creating soluble corrosion products rather than the slightly protective films that form in pure water.
Industrial Environments at Risk
Four facility types face the highest ongoing corrosion risk:
- Manufacturing plants - Exposure to process chemicals, humidity, and temperature cycling creates persistent corrosion conditions on production equipment and tooling
- Refineries and chemical facilities - Acidic vapors, caustic solutions, and high-temperature processes aggressively attack carbon steel infrastructure
- Marine and coastal structures - Salt spray, chloride deposition, and constant moisture exposure create the most aggressive corrosion environment for structural steel
- Architectural and structural steel - Weather cycles, UV radiation, and thermal expansion drive repeated wet/dry cycles that penetrate protective coatings and initiate hidden corrosion

Research shows that between $375 and $875 billion in corrosion costs could be saved globally through proper application of available control practices—representing a 15–35% reduction in total corrosion burden.
Surface Preparation Standards
Each facility type above requires a different cleanliness grade—and coating manufacturers won't honor warranties unless the substrate meets their specified threshold. SSPC/NACE standards define those thresholds precisely:
| Standard | Grade | Requirement |
|---|---|---|
| SSPC-SP 5 | White Metal Blast Cleaning | No visible oil, grease, dust, rust, coating, or oxides — zero shadows, streaks, or stains permitted |
| SSPC-SP 10 | Near-White Metal | Staining limited to no more than 5% of each square inch of surface area |
Most industrial powder coating topcoats require SP 10 at minimum; high-performance systems often specify SP 5. The stakes are real: an estimated 75–80% of all premature protective coating failures trace back to deficient surface preparation — not the coating itself.
Top Industrial Rust Removal Solutions for Steel Corrosion
The right method depends on corrosion severity, part geometry, production volume, and whether a protective coating will follow. The five methods below each serve a distinct application profile:
- Chemical (acid-based) — fast and effective for moderate to heavy rust with immersion access
- Abrasive blasting — most versatile; handles all severity levels and creates anchor profiles for coatings
- Chelating agents — non-toxic option for complex geometries and mixed-material assemblies
- Rust converters — field-applicable for large surfaces where blasting isn't practical
- Electrolytic removal — precision-safe process for dimensional-critical components
Chemical Rust Removers (Acid-Based Solutions)
Phosphoric or hydrochloric acid dissolves iron oxide through direct chemical reaction, typically in 15–30 minutes. Phosphoric acid offers a distinct advantage: it leaves a thin phosphate conversion coating that provides temporary flash-rust protection and improves paint adhesion. Unlike hydrochloric acid, which simply strips rust, phosphoric acid converts iron oxide into stable ferric phosphate (FePO₄)—a black, water-resistant layer that serves as an excellent primer base.
Best fit for moderate to heavy surface rust on parts that can be fully immersed or thoroughly sprayed. The critical limitation is acid residue trapped in crevices, joints, or blind holes—incomplete rinsing causes hidden corrosion that emerges weeks or months after coating application.
| Application Method | Rust Severity Handled | Safety and Environmental Considerations |
|---|---|---|
| Immersion tanks, spray application | Moderate to heavy surface rust | Acid-resistant PPE (gloves, face shields, chemical aprons), adequate ventilation for HCl fumes (OSHA PEL ceiling 5 ppm), pH neutralization before discharge, EPA RCRA D002 hazardous waste disposal for spent solutions with pH ≤2 |
Mechanical Abrasive Blasting (Sandblasting / Media Blasting)
Abrasive blasting propels media—steel shot, steel grit, aluminum oxide, or glass beads—under compressed air to mechanically strip rust, mill scale, and old coatings. Angular grit (steel grit, garnet) aggressively removes heavy corrosion and etches the surface to create the sharp peaks and valleys high-performance coatings need for mechanical adhesion.
Spherical shot (steel shot, glass beads) cleans while simultaneously peening the surface—ideal for fatigue-sensitive components, but it doesn't cut the deep anchor profile industrial epoxies require.
This is the most versatile and reliable method because it handles all rust severity levels—from light oxidation to heavy mill scale—achieves SSPC-SP 5 and SP 10 standards, and is the only method that creates the 2.0–4.0 mil angular anchor profile high-performance coatings require for proper adhesion and long-term durability.

For manufacturers and fabricators in the Tampa Bay area, TriNu Powder Coating provides professional media blasting matched to corrosion severity and final coating specs—SSPC-compliant surface prep and powder coating handled under one roof.
| Application Method | Rust Severity Handled | Surface Preparation Quality |
|---|---|---|
| Blast cabinets (small parts), blast rooms (large assemblies), portable equipment (field work) | All levels—light oxidation to heavy mill scale; most versatile method | Achieves SSPC-SP 5 to SP 10; creates ideal 2.0–4.0 mil angular anchor profile for industrial coatings |
Chelating Rust Removers (Non-Acid, Biodegradable Solutions)
Chelating agents like EDTA and GLDA bind to iron oxide molecules and draw rust away from the base metal without aggressive acid attack. This selective action protects adjacent non-metallic components—rubber seals, plastics, existing paint—and minimizes base metal attack. GLDA offers a significant environmental advantage, with 80% biodegradability within 28 days, compared to EDTA which persists indefinitely in soil and water.
Best suited for intricate geometries with blind holes, mixed-material assemblies, and facilities prioritizing safety and environmental compliance. The primary trade-off is time—hours to overnight versus minutes for acid treatment—but the solution is reusable, reducing consumable costs over high-volume production runs.
| Application Method | Rust Severity Handled | Safety and Environmental Profile |
|---|---|---|
| Immersion tanks, recirculating soak systems | Light to moderate; longer contact time (4–12 hours) for heavier rust | Non-toxic, biodegradable (GLDA), no hazardous waste disposal requirements, solution reusable across multiple cycles |
Rust Converters (Chemical Transformation Solutions)
Tannic acid reacts with iron oxide to form stable iron tannate complexes while phosphoric acid creates iron phosphate. Many products include polymer resins that form a continuous barrier film, sealing the converted surface and acting as a primer for topcoats. The converted layer appears as a dark blue-black coating.
Best suited for large surface areas—structural steel, storage tanks—where blasting access is impractical, with light to moderate tightly-adhered rust. The critical limitation: converters do not meet SSPC surface prep standards and should not be used on critical assets or under high-performance coating systems. Industry guidance states that rust converters are unproven beneath conventional coatings and will detract from subsequent coating performance.
| Application Method | Rust Severity Handled | Post-Treatment Requirements |
|---|---|---|
| Brush or spray directly over rust after removing loose scale | Light to moderate tightly-adhered rust only | Topcoat required within 24–48 hours; not suitable for SSPC-SP compliance or coating warranty specifications |
Electrolytic Rust Removal (Electrochemical Process)
DC current passes through an alkaline electrolyte bath—the rusted part acts as the cathode and rust migrates to a sacrificial anode while hydrogen gas bubbles mechanically lift remaining deposits. This non-abrasive action preserves original surface dimensions and texture, making it ideal for precision components where dimensional tolerances cannot be compromised.
Best suited for precision machined components, antique restoration, and intricate castings with deep recesses where dimensional accuracy must be maintained. The limitations are real: it requires a specialized setup (DC power supply, full submersion tank), and treatment time ranges from hours to days depending on corrosion severity.
Safety consideration: Hydrogen gas concentrations between 4% and 75% are flammable/explosive, requiring adequate ventilation and monitoring in the electrolysis area.
| Application Method | Rust Severity Handled | Equipment and Time Requirements |
|---|---|---|
| Electrolyte bath with DC power supply (6–12V) and sacrificial anode (steel or graphite) | Light to moderate; best for delicate parts requiring dimensional preservation | Specialized setup with immersion tank, ventilation for hydrogen off-gas; hours to days depending on severity |
How to Choose the Best Industrial Rust Removal Method
Choosing the wrong rust removal method risks inadequate cleaning, part damage, or voided coating warranties. The right choice comes down to evaluating four factors: corrosion severity, part geometry, coating plans, and total operational cost. The most common mistake is applying a maintenance-grade solution (converters) where specifications demand full removal and SSPC-SP compliance.
Assessment Framework
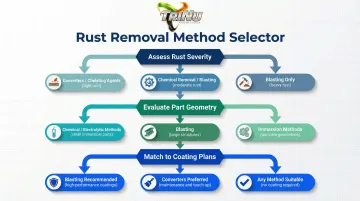
Three-factor decision hierarchy:
Assess rust severity
- Surface staining or flash rust → Converters or chelating agents
- Moderate pitting with intact base metal → Chemical removers or blasting
- Heavy scale, mill scale, or structural rust → Blasting only
Evaluate part geometry
- Small immersible parts → Chemical or electrolytic methods
- Large structures (tanks, beams, assemblies) → Blasting (portable or in-shop)
- Intricate geometries (castings, weldments with crevices) → Immersion methods (chelating agents or electrolytic)
Match to coating plans
- High-performance or industrial coatings → Require 2.0–4.0 mil anchor profile that only blasting provides
- Maintenance coatings or touch-up → Converters acceptable for non-critical applications
- No subsequent coating planned → Any method achieving desired cleanliness
Three common selection mistakes:
- Using acid on creviced or jointed parts without complete rinsing capability—trapped acid causes hidden corrosion
- Choosing rust converters when coating specifications require SSPC-SP 10 or SP 5 compliance—converters do not achieve these standards
- Neglecting anchor profile requirements when applying high-build epoxies or polyurethanes—smooth surfaces lack the mechanical adhesion sites these coatings require
Once you've identified the right method for your application, the next step is evaluating whether to handle it in-house or outsource based on total cost.
Cost-Effectiveness and Operational Factors
Four cost categories beyond initial rust removal:
- Compressors and blast pots run $15,000–$75,000; chemical immersion tanks cost $2,000–$10,000; electrolytic power supplies start around $500–$3,000
- Blasting requires skilled operators and OSHA-compliant respiratory programs; converters need minimal labor, though wire brushing loose scale is still required beforehand
- Recyclable steel media lasts 10–15 cycles vs. single-use garnet; acids degrade after 3–5 cycles while chelating agents hold up for 10+; factor in waste disposal fees for each
- Blasting requires dust containment per 29 CFR 1910.94; acid waste falls under EPA RCRA D002 (pH ≤2) disposal rules; biodegradable chelating agents require no special handling
For marine, architectural, or mil-spec projects requiring protective finishes, outsourcing to a professional media blasting and powder coating provider ensures both the surface prep standard and the coating system are properly matched, eliminating the risk of incompatible preparation voiding coating warranties. TriNu Powder Coating handles both blasting and powder coating under one roof, so prep standards and coating systems are always aligned from the start.
Conclusion
Effective rust removal requires matching method to corrosion severity, part geometry, and coating requirements. Mechanical abrasive blasting remains the standard for critical assets and high-performance coating applications because it achieves the SSPC-SP standards that ensure long-term protection—handling all rust severity levels while creating the anchor profiles industrial coatings demand.
Rust removal alone is not enough. Pairing thorough surface preparation with a proven protective coating system—such as powder coating—is the only way to prevent corrosion from recurring in demanding industrial, marine, or architectural environments. Incomplete preparation or mismatched coating systems guarantee premature failure and costly downtime.
TriNu Powder Coating brings 20+ years of experience, professional media blasting and powder coating under one roof, and every job inspected before release—delivering the surface preparation quality and coating performance your critical assets require. Reach out to the team at (727) 316-6700 or service@trinupowdercoating.com to discuss your project.
Frequently Asked Questions
What is the best industrial solution for corrosion removal on steel?
The best method depends on rust severity, part size, and whether a protective coating will follow. Abrasive blasting handles heavy rust and creates the anchor profile high-performance coatings require. Chemical removers suit moderate rust on immersible parts; converters are only appropriate for light, stable rust where SSPC standards are not a requirement.
How do you remove corrosion from steel?
Main approaches include mechanical blasting, acid or chelating chemical dissolution, rust conversion, and electrochemical cleaning. Method selection depends on corrosion extent and whether a protective coating will follow. Only mechanical blasting creates the surface profile high-performance coatings require.
What is the difference between rust removal and rust conversion?
Rust removal eliminates iron oxide entirely to expose clean base metal, meeting SSPC surface prep standards required for high-performance coatings. Rust conversion chemically transforms rust into a stable compound that acts as a primer layer, but it does not achieve SSPC-SP cleanliness and is not suitable beneath industrial coating systems.
How do you prevent rust from returning after removal?
Apply a protective coating immediately after removal — ideally within hours — to prevent flash rust. Control humidity and salt exposure through climate management or protective storage, and maintain coating integrity through regular inspection and prompt repair of any damage.
What safety precautions are needed for industrial rust removal?
Required PPE includes respirators (blasting and acid fumes), chemical-resistant gloves, and eye protection. Ventilation must comply with 29 CFR 1910.94 for blast enclosures, and spent acid solutions must be disposed of per EPA hazardous waste regulations (29 CFR 1910.134).
How long does industrial rust removal take?
Timelines vary by method:
- Mechanical blasting: minutes to hours depending on surface area and corrosion depth
- Acid treatments: 15–30 minutes contact time plus rinsing
- Chelating agents: 4–12 hours to overnight for moderate rust
- Electrolytic processes: hours to days based on part complexity and corrosion severity


