Introduction
Before any coating goes on, the surface has to be right — and that means choosing the correct blasting method. For manufacturers and fabricators, this isn't just a technical detail; it's the difference between a coating that lasts a decade and one that fails in months. Dry blasting and wet blasting are both widely used in industrial surface preparation, but they work differently and suit different applications.
The wrong method can leave contamination, damage the substrate, create flash rust, or compromise coating adhesion — all of which lead to rework, delays, and cost overruns.
According to industry data, 75% to 80% of coating failures are caused by poor surface preparation. That makes the blasting decision one of the highest-leverage choices in your finishing workflow.
TLDR
- Dry blasting uses compressed air and abrasive media alone; wet blasting adds water to the mix
- Dry blasting is faster, more aggressive, and the standard choice for heavy-duty industrial surface prep
- Wet blasting produces a smoother, lower-dust finish suited for delicate surfaces and degreasing applications
- Dry blasting creates the anchor profile powder coatings need to bond
- Neither method is universally superior; substrate, finish requirements, and downstream processes determine the right choice
Dry Blasting vs Wet Blasting: Quick Comparison
Each method handles surface prep differently — and the right choice depends on your material, finish requirement, and operating environment. Here's how dry and wet blasting compare across the factors that matter most in a production setting.
Process & Media
Dry blasting: Compressed air propels dry abrasive media—garnet, steel grit, aluminum oxide, glass bead, or coal slag—at high velocity onto the surface. No water involved.
Wet blasting: A slurry of water and abrasive media is propelled onto the surface. Water acts as a cushion and flushes away debris on impact.
Surface Finish
Dry blasting: Produces a more aggressive profile with higher surface roughness (anchor profile), ideal for coating adhesion. Can leave embedded media if not controlled properly.
Wet blasting: Produces a smoother, satin-like finish. Water prevents media from embedding in the surface and flushes residues clean.
Dust & Worker Safety
Dry blasting: Generates significant airborne dust, requiring proper containment, respiratory protection, and dust collection systems. OSHA mandates a Permissible Exposure Limit (PEL) of 50 µg/m³ for respirable crystalline silica.
Wet blasting: Reduces airborne dust by 95% to 99% because water suppresses particulate at the point of impact, making it safer in open or populated environments.
Equipment & Operational Cost
Dry blasting: Lower upfront equipment cost; simpler setup; media can be reclaimed and reused in enclosed blast rooms, reducing ongoing costs.
Wet blasting: Higher equipment cost (typically 20-40% more than dry systems); requires wastewater handling and disposal; no separate dust collection needed.
Best Use Cases
Dry blasting:
- Heavy rust removal, mill scale, paint stripping
- Pre-coating surface prep for powder coating or paint
- High-volume production environments
- Steel and iron fabrication
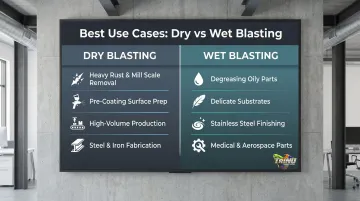
Wet blasting:
- Degreasing greasy/oily parts
- Delicate substrates (soft aluminum, plastics)
- Stainless steel finishing
- Medical and aerospace components
What is Dry Blasting?
Dry blasting (also called abrasive blasting or sandblasting) uses compressed air to accelerate dry abrasive media at high velocity against a surface to remove rust, mill scale, old coatings, and contaminants, while creating the surface profile needed for finishing steps like painting or powder coating.
Media Categories
Two primary media types power dry blasting operations:
Expendable media (glass bead, garnet, crushed glass, coal slag) is used once and discarded—common for outdoor work or projects where recovery isn't practical. Lower upfront cost but higher per-part expense over time.
Reclaimable media (steel grit, steel shot, aluminum oxide) is used in enclosed blast rooms with recovery systems. Higher upfront investment, but dramatically lower long-term per-part cost. Ideal for high-volume production facilities.
The Anchor Profile: Why It Matters
Dry blasting creates an anchor profile—measured in mils or microns—on the metal surface that gives powder coatings and paints the mechanical grip they need to bond. Without proper profile, coatings can peel or fail prematurely. Industry standards like SSPC-SP 10 (Near-White Metal) specify anchor profiles of 1.5 to 3.0 mils for most industrial powder coatings. This is why dry blasting is the standard surface prep step before industrial powder coating.
Key Operational Advantages
- Cuts through heavy rust, mill scale, and built-up contamination in a single pass
- Steel parts move directly from blast to coating—no water means no flash rust between steps
- Media selection can be tuned for different substrates, surface profiles, and cleanliness specs
- Fast cycle times make it well-suited for high-volume production environments
Primary Limitation
Dust generation requires proper containment and PPE. OSHA regulates airborne silica and particulate exposure, so blast rooms with dust collection and air filtration are standard in professional settings. Facilities must comply with the 50 µg/m³ PEL for crystalline silica using engineering controls and respiratory protection.
Use Cases of Dry Blasting
In manufacturing and fabrication workflows, dry blasting is the standard surface prep step before applying protective coatings. It strips contamination, removes oxidation, and builds the anchor profile coatings need to bond properly. TriNu Powder Coating uses sandblasting as the first stage of every powder coat job—parts arrive at the coating line clean, profiled, and ready.
Industries and applications where dry blasting dominates:
- Structural steel fabrication
- Automotive frames and chassis
- Heavy equipment manufacturing
- Agricultural equipment
- Architectural metalwork (railings, gates, enclosures)
- Industrial components for OEM production
Standards like ISO 8501-1 Sa 2.5 define exactly what "clean" means in this context—no visible oil, grease, mill scale, rust, or paint. Meeting that bar is what separates coatings that last from coatings that fail.
What is Wet Blasting?
Wet blasting (also referred to as vapor blasting or slurry blasting) combines water and abrasive media into a slurry that is propelled at the work surface using compressed air. The water cushions the abrasive impact, flushes debris away on contact, and significantly reduces airborne dust compared to dry blasting.
Core Operational Benefits
The water component delivers several advantages:
- Suppresses dust at point of impact rather than requiring external collection—reducing airborne particulate by 95% to 99%
- Prevents media embedding by flushing particles away on contact
- Dissipates static electricity, reducing spark risk near flammable materials
- Cleans grease and surface contamination in the same pass, eliminating a separate wash step for oily parts

Aerospace facilities use detergent-laced wet blasting to strip grease, heat scale, and coatings in one pass, reducing cleaning cycles to as little as 15 minutes per component.
Surface Finish Outcome
Wet blasting produces a smoother, more uniform finish than dry blasting because the water acts as a lubricating cushion, reducing aggressive cutting action. This makes it preferred for applications requiring a fine satin finish rather than a rough anchor profile.
Main Limitations for Industrial Settings
- Higher equipment costs—wet systems typically cost 20-40% more than dry cabinets
- Wastewater management adds complexity (water must be collected, filtered, and disposed of per local regulations)
- Flash rust risk on steel parts if not dried and coated immediately after blasting
- Smoother finish may be insufficient for coating applications requiring specific anchor profiles
That said, wet blasting can reduce abrasive media consumption by 30% to 50% because water carries fine media more efficiently—partially offsetting the higher equipment cost.
Use Cases of Wet Blasting
Wet blasting fits best in workflows where surface cleanliness and finish quality take priority over speed and throughput:
- Degreasing motors, compressor parts, and hydraulic components without disassembly
- Finishing stainless steel and aluminum with a consistent satin profile
- Cleaning medical device components, aerospace parts, and molds where embedded media or rough profiles are unacceptable
Industries that rely on it most include aerospace and aviation, automotive restoration, food processing equipment, medical device manufacturing, and composite tooling.
For example, heavy equipment facilities using wet blasting can clean hydraulic cylinders in 15 minutes, a job that could take two hours by hand. The process also avoids thermal distortion from frictional heat, which matters for precision components.
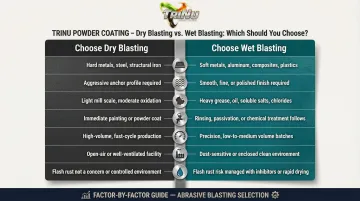
Dry Blasting vs Wet Blasting: Which Should You Choose?
Choosing between dry and wet blasting comes down to your substrate, finish requirements, and production environment. Weigh these factors before committing to a method.
Key Decision Factors
| Factor | Choose Dry Blasting When... | Choose Wet Blasting When... |
|---|---|---|
| Substrate | Working with steel or iron parts | Substrate is sensitive (soft aluminum, plastics, thin sheet metal) |
| Surface Finish | Need anchor profile for coating adhesion | Need smooth satin finish as end goal |
| Contamination | Removing rust, mill scale, old coatings | Part is greasy or oily |
| Downstream Process | Part goes to powder coating or paint | Part requires bare finish or precision tolerances |
| Production Volume | High-volume throughput matters | Lower volume with quality priority |
| Environment | Operating in enclosed blast facility with dust collection | Dust containment is difficult or prohibited |
| Flash Rust | Fast turnaround to coating minimizes risk | Stainless or non-ferrous metals |
The Powder Coating Connection
For any metal part destined for powder coating, dry blasting is almost always the correct surface prep method. It produces the anchor profile—typically Sa 2.5 or better—that allows the powder coat to bond mechanically to the substrate. Wet blasting's smoother finish may not meet the surface roughness requirements for industrial powder coat applications, increasing the risk of coating delamination.
Some facilities use both methods at different stages: dry blasting for primary rust and scale removal, followed by wet blasting for final cleaning before a precision finish. For most production-oriented manufacturing workflows, though, dry blasting alone is the practical and cost-effective choice.
TriNu Powder Coating handles sandblasting as the surface prep step before powder coating for manufacturers and fabricators across Tampa Bay. The approach is straightforward: proper prep is non-negotiable, and parts need to arrive at the coating stage correctly profiled. That foundation is what makes the finish last.
Real-World Application: How Surface Prep Choice Affects Coating Outcomes
Consider a common scenario: a fabrication shop sends steel structural components for powder coating. The parts weren't blasted to the correct cleanliness or profile standard.
The powder coat looks fine initially—then delaminates under UV exposure, moisture, or mechanical stress. The result: warranty claims, rework costs, and schedule disruption that could have been avoided at the prep stage.
The Cost of Getting It Wrong
The choice of blasting method (and its execution quality) directly determines coating durability. Industry authorities estimate that 75% to 80% of coating failures are caused by poor surface preparation. When surface prep is inadequate, coatings fail prematurely—not because the coating was inferior, but because the foundation was never right.
NACE International research shows the total annual cost of corrosion in the U.S. is $276 billion, with production and manufacturing accounting for $17.6 billion annually. Proper surface preparation to Near-White Metal standards reduces that exposure and supports strong mechanical adhesion.

Practical Takeaway
Surface prep is not a commodity step. Choosing the right method and executing it correctly eliminates downstream rework, protects the coating investment, and keeps production schedules on track.
Manufacturers and fabricators in the Tampa Bay area can work with TriNu Powder Coating for blasting and powder coating handled as a single controlled process—from surface prep through final inspection. TriNu also offers pick-up and delivery throughout Clearwater, Tarpon Springs, and nearby areas to simplify logistics and reduce handling delays.
Conclusion
Dry blasting is the stronger choice for high-volume industrial work, pre-coating surface prep on steel, and production environments where throughput and cost matter. Wet blasting earns its place on delicate substrates, precision finish requirements, and environments where dust control is the priority. The right call comes down to your material, your finish requirements, and what happens to the part after blasting.
The key decision factors at a glance:
- Dry blasting: best for steel, high-volume production, pre-coating prep, and cost-sensitive work
- Wet blasting: best for aluminum, delicate surfaces, tight finish tolerances, and dust-sensitive environments
- Both methods: require correct media selection, proper anchor profile, and clean surface before coating
For manufacturers and fabricators, the blasting method directly affects how long coatings last, how often parts need rework, and how reliably production schedules hold. Surface prep is what coatings are built on—get that step right, and everything downstream performs the way it should. At TriNu Powder Coating, surface preparation is treated as its own process, not an afterthought, which is why finishes hold up in the field.
Frequently Asked Questions
What is dry blasting?
Dry blasting (abrasive blasting) uses compressed air to propel dry abrasive media at a surface to remove rust, scale, old coatings, and contamination. It is the standard method for preparing metal surfaces before industrial coatings like powder coat.
What is the difference between wet blasting and dry blasting?
Dry blasting uses air and dry abrasive only, producing an aggressive surface profile with significant dust. Wet blasting adds water to create a slurry that cushions impact, suppresses dust, and leaves a smoother finish—making each suited to different applications and substrates.
What does dry ice blasting cost?
Dry ice blasting is a distinct specialty method using CO2 pellets, not abrasive grit. Professional service rates typically range from $395 per hour to $4,500 per day, with costs varying based on equipment rental, project size, and provider.
Can wet blasting cause flash rust on metal surfaces?
Yes, wet blasting introduces moisture to bare metal, which can cause flash rust to form quickly—particularly on steel. Parts must be dried promptly and coated or treated immediately after wet blasting to prevent oxidation. Properly dosed rust inhibitors can prevent flash rust for 48 to 168 hours.
Which blasting method is better for preparing metal parts for powder coating?
Dry blasting is the preferred method for pre-coating surface prep because it creates the anchor profile (surface roughness) that powder coatings need to bond properly. Wet blasting's smoother finish typically does not provide adequate mechanical adhesion for industrial powder coat applications.
What abrasive media is used in dry blasting?
Common dry blasting media includes steel grit, steel shot, aluminum oxide, garnet, glass bead, crushed glass, and coal slag. Media choice depends on the substrate, required surface profile, and whether the media will be reclaimed and reused.