Introduction
Coating failure carries a price beyond aesthetics. Traditional architectural paints degrade in 5–7 years, forcing expensive recoat cycles that disrupt building operations, introduce access equipment, and multiply embodied carbon through repeated material use. In harsh coastal climates, that timeline compresses to 3–5 years under severe exposure. For commercial and institutional building managers, this isn't just a cosmetic inconvenience—it's an engineering and economics problem that compounds over a structure's life.
Next-generation architectural coatings have changed what building finishes can do. These systems no longer serve as passive decoration — they function as active barriers engineered to self-clean, reflect heat, and resist corrosion.
This article covers the technology types reshaping facades (powder coatings, PVDF fluoropolymers, and FEVE resins), the performance advantages that justify their adoption, and the selection criteria that ensure long-term success.
TLDR
- AAMA 2605-certified systems last 10–20 years versus 5–7 for traditional paints, reducing lifecycle costs
- Powder coatings, PVDF fluoropolymers, and FEVE resins lead high-performance architectural applications
- Functional coatings now self-clean, reflect IR, resist corrosion, and inhibit microbial growth
- VOC regulations tighten globally; zero-VOC powder and ultra-low waterborne systems are the new baseline
- Coating chemistry selection — matched to substrate, climate, and AAMA tier — drives every other specification decision
What Are Architectural Coatings—and What Makes a System "Next-Generation"?
Architectural coatings are protective and decorative finishes applied to interior and exterior building surfaces across residential, commercial, institutional, and industrial structures. They represent the largest segment of the U.S. coatings industry by volume, with the market valued at $19.89 billion in 2025 and projected to reach $24.12 billion by 2031.
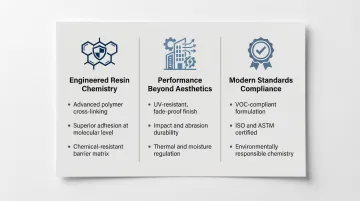
Three characteristics separate next-generation systems from conventional architectural paint:
- Resin chemistry engineered for durability: Modern formulations use fluoropolymers, silicon-modified polyesters, and crosslinked powder systems that resist UV degradation, moisture damage, and oxidation at the molecular level—extending service life well beyond conventional paint.
- Performance beyond aesthetics: These coatings actively manage heat gain, repel contaminants, inhibit microbial growth, and protect substrates from corrosion, delivering measurable gains in energy efficiency and maintenance reduction.
- Built to meet modern standards: Next-generation systems satisfy stringent VOC regulations (below 50 g/L in California; zero emissions for powder), performance certifications (AAMA 2603/2604/2605), and green building requirements including LEED credits and SRI thresholds.
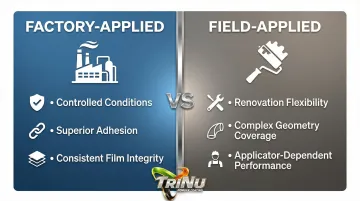
Factory vs. Field Application
Coatings reach buildings through two primary delivery methods:
- Factory-applied finishes (powder-coated aluminum extrusions, coil-coated steel): Applied under controlled temperature, humidity, and cure cycles, these consistently produce superior adhesion, film integrity, and long-term durability.
- Field-applied liquid systems: Offer flexibility for renovation work and complex geometries, but performance depends heavily on applicator skill, site conditions, and thorough surface preparation.
Key Next-Generation Coating Technologies Reshaping Architecture
Powder Coating Systems
Powder coatings are applied electrostatically to grounded metal substrates, then cured at high temperature (350–400°F) to form a hard, permanent film. This thermosetting process creates molecular bonds that outperform air-dried liquid coatings in several key areas:
- Superior adhesion to metal substrates
- Higher impact resistance under mechanical stress
- Better film integrity over time without cracking or peeling
The industry benchmarks powder and liquid architectural coatings using AAMA certification tiers