Introduction
Marine vessels operate in one of the most punishing environments on earth. Constant saltwater exposure, aggressive biofouling, and relentless environmental stress degrade protective coatings faster than in any other industrial setting—and surface preparation is the single biggest factor determining how long those coatings will last.
Industry studies estimate that 75% to 80% of premature marine coating failures stem directly from inadequate surface preparation—insufficient surface profiles, residual water-soluble salts, and similar prep deficiencies. Choosing the wrong blasting equipment is a primary driver of these failures.
The consequences are concrete: unplanned dry-docking, extended downtime, and emergency repairs that strain operational budgets and pull vessels out of service. This guide covers the equipment variables that matter most for maritime surface prep, so you can match the right approach to the job.
TLDR
- Marine sandblasting removes rust, old coatings, and contaminants to create the anchor profile marine coatings require for long-term adhesion
- Match equipment to vessel size, surface type, abrasive compatibility, and local environmental regulations before committing to a method
- Dry blasting cleans aggressively and dries fast; wet blasting controls dust but requires immediate rust-inhibitor treatment
- Garnet and aluminum oxide dominate marine work, each suited to different surface conditions and budgets
- Matching the right equipment to the job extends coating lifespan and cuts costly unplanned maintenance
What Is Marine Sandblasting and Why Does Equipment Selection Matter?
Marine sandblasting is a surface preparation process that propels abrasive media at high velocity to strip rust, mill scale, old coatings, and contaminants from vessel surfaces. Unlike general industrial blasting, marine applications face unique demands: saltwater environments require stricter cleanliness standards, portability is essential in shipyard and dry dock settings, and regulatory compliance is non-negotiable.
Choosing the wrong system isn't just an efficiency problem — it can result in coating adhesion failure, regulatory rejection at port inspection, or costly rework on surfaces that weren't cleaned to the required profile. The two primary system types respond to those risks in different ways.
Dry Abrasive Blasting:
- Compressed air propels media at high velocity
- Aggressive cleaning action with fast surface drying
- High dust generation requiring containment measures
- Standard method for enclosed spaces and ballast tanks
Wet/Dustless Blasting:
- Water-abrasive mixture significantly suppresses airborne dust
- Superior environmental compliance for open-air work
- Requires rust inhibitors to prevent flash rusting on bare steel
- Preferred for exterior hull work in regulated shipyards
The right system depends on where you're working and what the surface will carry afterward. Below are the five core applications where equipment choice has a direct impact on outcome:
- Hull preparation before antifouling coatings
- Deck restoration and non-skid surface renewal
- Ballast tank maintenance to meet IMO PSPC standards
- Propeller cleaning and surface profiling
- Topside surface preparation for weather-resistant coatings
Core Components of Marine Sandblasting Systems
Blast Pot/Pressure Vessel
The blast pot is the pressurized container that feeds abrasive into the blast stream. Capacity directly affects operational efficiency on large vessel projects—larger pots reduce refill downtime during continuous operations. Marine applications typically require pots rated for 100 PSI operating pressure.
Pressure delivery is critical. Every 1 PSI drop below 100 PSI at the nozzle reduces blasting efficiency by 1.5%—so operating at 90 PSI costs you 15% productivity, and dropping to 80 PSI causes a 35% efficiency drop. Losses accumulate through the blast pot, hose friction, and worn nozzles, each one quietly eroding surface profile consistency and coating adhesion.
Blast Nozzle Selection
Nozzle material determines wear life and operating cost in continuous marine operations:
- Tungsten Carbide: Moderate lifespan of 300-400 hours with aggressive media, suitable for moderate-duty operations
- Boron Carbide: Longest service life at 750-1,500 hours, outlasting tungsten by up to 300% when using aluminum oxide or garnet—best for high-volume shipyard work
- Ceramic: Cost-effective for moderate-duty use but wears quickly (10-30 hours with expendable slags)
Nozzle orifice size directly controls abrasive consumption rate and blasting speed. Larger orifices deliver higher productivity but require proportionally higher CFM from the compressor to maintain pressure.
Air Compressor Sizing
The compressor must deliver sufficient CFM (cubic feet per minute) and PSI to maintain consistent nozzle pressure throughout operation. Undersized compressors create pressure fluctuations that compromise surface profile consistency and coating adhesion quality.
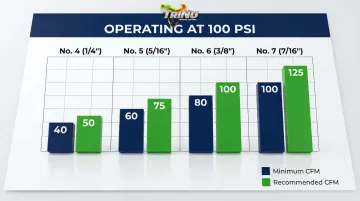
CFM Requirements at 100 PSI by Nozzle Size:
| Nozzle Size | Orifice Diameter | Minimum CFM | Recommended CFM (with 20% buffer) |
|---|---|---|---|
| No. 4 | 1/4" (6.5mm) | 103 CFM | 133-167 CFM |
| No. 5 | 5/16" (8mm) | 158 CFM | 206-258 CFM |
| No. 6 | 3/8" (9.5mm) | 229 CFM | 299-374 CFM |
| No. 7 | 7/16" (11mm) | 312 CFM | 407-509 CFM |
Power Source Options:
- Diesel compressors: Portable for remote drydock locations, typically 185-1,800 CFM capacity, but higher fuel costs and emissions
- Electric compressors: Lower operating costs with shore power, zero emissions, ideal for environmentally restricted shipyards with sufficient electrical infrastructure
Industry practice recommends oversizing compressor capacity by 15-25% beyond baseline nozzle requirements to account for pressure drops, line losses, and nozzle wear over time.
Blast Hose Specifications
Marine-grade blast hoses must provide abrasion-resistant liners, anti-static construction, sufficient diameter to minimize pressure loss, and reinforced couplings that withstand harsh saltwater environments.
Hose diameter significantly impacts pressure delivery. The standard rule: blast hose internal diameter should be 3-4 times the nozzle orifice diameter to minimize friction loss. Undersized hoses—and fittings like 90-degree elbows, which each add roughly 3 PSI of loss—quietly reduce nozzle performance over the length of a run.
Containment and Recovery Systems
Environmental compliance drives containment system selection in marine facilities. EPA, OSHA, and local maritime authorities regulate dust emissions, spent abrasive disposal, and wastewater discharge.
Containment Options:
- Manual collection: Containment tarps and impermeable barriers for small projects
- Vacuum recovery units: Reclaim and recycle abrasive on large-scale operations, reducing material costs and disposal volumes
- Wet blasting systems: Inherently simplify dust containment versus dry systems
Spent marine abrasives frequently fail EPA TCLP testing due to heavy metals in antifouling paints—copper, lead, and barium are common culprits. Removing these coatings turns otherwise inert abrasives into RCRA-regulated hazardous waste requiring manifested disposal.
Equipment with insufficient containment puts the entire project at risk: shutdowns, regulatory fines, and permitting delays are all on the table.
Choosing the Right Abrasive Media for Marine Applications
Media selection is a critical equipment decision—the abrasive determines surface profile depth (measured in mils), coating adhesion quality, consumption rate, and disposal costs. Equipment must be configured to handle the chosen media without excessive wear.
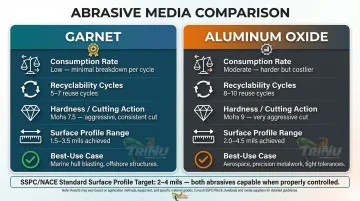
Garnet vs. Aluminum Oxide: The Two Dominant Marine Media
Garnet (Marine Industry Standard):
- Consumption rate: 2.5–5.0 lb/ft²
- Recyclable 3–5 cycles, reducing total abrasive costs
- Low dust generation improves environmental compliance
- Creates appropriate 2–4 mil profiles for most marine coatings
- Reduces abrasive consumption by up to 69% compared to single-use slags, lowering both disposal costs and environmental impact
Aluminum Oxide:
- Consumption rate: 1.5–3.0 lb/ft²
- Extremely hard (Mohs 9.0), cuts aggressively on heavy corrosion
- Recyclable 10+ cycles, longest service life of any marine media
- Best for stubborn coatings and heavily corroded surfaces
- Higher upfront cost offset by recyclability and lower consumption
Secondary Media Options
Glass Bead:
- Gentler cleaning action preserves substrate integrity
- Ideal for aluminum hulls and soft alloys where substrate damage is a concern
- Recyclable 5+ cycles
- Lower consumption rates than slags
Coal/Copper Slag:
- Economical upfront cost: lowest price per ton
- High consumption rate: 5.0–12.1 lb/ft²
- Single-use media generates massive disposal volumes
- Higher dust generation requires robust containment
- Once disposal fees are factored in, total project costs typically exceed those of recyclable alternatives
Connecting Media to SSPC/NACE Standards
Choosing the right media isn't just about cost per ton—it directly determines whether your surface meets spec. Media selection and blasting pressure together control whether the surface achieves SSPC-SP 10/Sa 2.5 (Near-White Metal) or SSPC-SP 6 (Commercial Blast) cleanliness. Most marine coating specifications require 2–4 mil anchor profiles measured per ASTM D4417.
If the equipment and media combination can't consistently achieve the specified profile, the coating will fail to bond as specified—no matter how good the paint or how careful the application.
Key Equipment Selection Factors for Maritime Operations
System Portability
Portable Systems:
- Excel for multi-vessel operations
- Essential for confined spaces (tanks, bilges, holds)
- Support spot repairs and maintenance
- Ideal for shipyards without dedicated blast facilities
Fixed Blast Rooms:
- Deliver higher productivity for dedicated facilities
- Consistent high-volume workflow
- Superior containment and abrasive recovery
- Lower setup time per project
Portability choice affects setup time, containment requirements, and total project cost. A common approach in larger shipyards: maintain portable rigs for in-water spot repairs and a fixed blast room for drydocked hull work—each serving a distinct purpose.
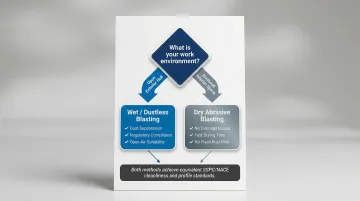
Wet vs. Dry Technology Decision Guide
Use Wet Blasting When:
- Working on open exterior hull surfaces
- Dust suppression is the primary environmental concern
- Local regulations strictly limit airborne particulates
- Water drainage and collection are manageable
Use Dry Blasting When:
- Working in enclosed interior spaces (ballast tanks, bilges)
- Water drainage is problematic or prohibited
- Flash rusting would compromise coating adhesion
- Rapid surface drying is required
Both technologies meet the same surface cleanliness and profile standards. The deciding factor is usually the space: open hull exteriors favor wet blasting; confined interior compartments almost always require dry.
Compressor Capacity and Oversizing Buffer
Calculate required CFM based on nozzle size and number of simultaneous operators. Oversize compressor capacity by 15-20% to provide an operational buffer that prevents productivity loss from pressure drops, line losses, and system inefficiencies.
This buffer becomes critical as nozzles wear—the bore widens over time, demanding significantly more CFM to maintain 100 PSI at the tip.
Corrosion-Resistant Construction
Saltwater environments rapidly destroy standard industrial equipment. Specify marine-grade construction features:
- Stainless steel fittings and hardware
- Sealed electrical components with IP65 or higher ratings
- Corrosion-resistant blast pot linings
- Marine-grade protective coatings on steel components
- Sacrificial anodes where appropriate
Marine-rated equipment costs more upfront but prevents unexpected failures, frequent component replacement, and costly downtime in corrosive environments.
Environmental Compliance Capabilities
EPA, OSHA, and maritime authorities regulate dust emissions and spent abrasive disposal—including RCRA hazardous waste testing. Wet blasting operations also face wastewater discharge requirements.
Verify that equipment includes adequate containment capabilities before purchase or before hiring a contractor. Inadequate containment can result in project shutdowns, regulatory fines, and permitting delays that outpace the cost of proper equipment.
When to Work with a Professional Marine Sandblasting Service
Operating owned blasting equipment makes sense for shipyards with dedicated facilities and trained staff. However, working with a qualified service provider is often more practical and cost-effective under these conditions:
Projects requiring SSPC/NACE specification compliance where documentation and verified surface standards are contractually mandated.
Shops without in-house certified blast technicians trained in marine coating specifications and surface preparation standards.
**Projects in the Tampa Bay area** where transporting components to a full-service facility is more efficient than mobilizing portable equipment to a remote location.
What to Look for in a Professional Provider
- Follows SSPC/NACE protocols and can consistently achieve specified cleanliness levels (SP 10, SP 6, or equivalent ISO standards)
- Delivers 2–4 mil anchor profiles with proper measuring equipment to verify results
- Explains which abrasive is recommended for your application and why, including consumption estimates and disposal procedures
- Inspects every job for cleanliness, surface consistency, and profile depth before release
TriNu Powder Coating handles surface preparation, finishing, and pickup/delivery logistics for marine and industrial customers throughout the Tampa Bay area—with every job inspected before release.
Questions to Ask Any Sandblasting Provider
What cleanliness standard will the surface meet? Request specific SSPC or ISO designation (SP 10/Sa 2.5, SP 6/Sa 2, etc.).
What surface profile depth can you consistently achieve? Verify they measure and document anchor profile in mils or microns per ASTM D4417.
What containment measures are in place for dust and spent abrasive? Confirm environmental compliance procedures and disposal protocols, especially for hazardous waste determination.
Can you provide documentation of the prep work completed? Request inspection reports, profile measurements, and photographic documentation for quality assurance records.
Frequently Asked Questions
Which sand blasting system is best for marine applications?
Wet/dustless systems are generally preferred for open hull work due to superior dust suppression and regulatory compliance, while dry blasting suits enclosed spaces where drainage is problematic and flash rusting is a concern. The right choice depends on the specific application environment and project constraints.
Is aluminum oxide better than garnet blast media?
Garnet is the marine industry standard for most hull work due to lower dust, recyclability, and appropriate surface profiles for typical marine coatings. Aluminum oxide's harder cutting action makes it better suited for heavily corroded surfaces or stubborn coating removal. Which to choose comes down to surface condition, budget, and required profile depth.
What surface profile is required for marine coating adhesion?
Most marine coating specifications require a 2-4 mil (50-100 µm) anchor profile per SSPC/NACE standards, achieved through the correct combination of abrasive media and blasting pressure. Failing to achieve the specified profile is a primary cause of premature coating failure, regardless of coating quality.
How many CFM is needed for sandblasting marine vessels?
Marine blasting typically requires 185-375 CFM depending on nozzle size—operators should oversize compressor capacity by 15-20% to maintain consistent nozzle pressure. A No. 6 nozzle requires approximately 230 CFM at minimum, with 300-375 CFM recommended for sustained operation.
What is better than sandblasting for vessel maintenance?
Ultra-high-pressure water blasting and laser cleaning are emerging alternatives that eliminate abrasive disposal, but abrasive blasting remains the most cost-effective method for achieving the surface cleanliness and profile depth required by most marine coating specifications. UHP waterjetting exposes existing anchor profiles rather than creating new ones, which limits its use when fresh profile depth is specified.
What PPE and safety requirements apply to marine sandblasting?
Essential PPE includes air-fed blast helmets, abrasive-resistant protective suits, hearing protection, and dead-man control switches at the nozzle. OSHA maritime guidance (29 CFR 1915) and ANSI standards govern exposure limits, respiratory protection, containment procedures, and equipment safety requirements for professional marine blasting operations.
For marine sandblasting services in the Tampa Bay area, contact TriNu Powder Coating at (727) 316-6700 or service@trinupowdercoating.com to discuss your vessel surface preparation requirements and coating specifications.